Моменты затяжки резьбовых соединений ГАЗель.
Моменты затяжки резьбовых соединений ГАЗель.
| Наименование соединения | Моменты затяжки кгс • м |
| Свечи зажигания | 3,0–3,5 |
Двигатели ЗМЗ-402.
| Гайки крепления головки блока цилиндров | 8,3–9,0 |
| Гайки крепления болтов шатунов | 6,8–7,5 |
| Гайки крепления крышек коренных подшипников | 10,0–11,0 |
| Гайки крепления маховика | 7,6–8,3 |
| Гайки крепления картера сцепления к блоку цилиндров | 2,8–3,6 |
| Болт шкива коленчатого вала | 17–22 |
| Болты крепления нажимного диска сцепления | 2,0–2,5 |
| Гайки крепления впускного трубопровода и выпускного коллектора | 1,5–3,0 |
| Гайки крепления поддона картера | 1,2–2,0 |
| Болт крепления датчика-распределителя зажигания | 0,6–0,8 |
Двигатели ЗМЗ-405, -406.
| Болты крепления головки блока цилиндров: предварительная затяжка окончательная затяжка | 4,0–6,0 13,0–14,5 |
| Гайки крепления болтов шатунов | 6,8–7,5 |
| Болты крепления крышек коренных подшипников | 10,0–11,0 |
| Болты крепления маховика | 7,2–8,0 |
| Болты крепления картера сцепления | 4,2–5,1 |
| Болт шкива коленчатого вала | 10,4–12,0 |
| Болты крепления нажимного диска сцепления | 2,0–2,5 |
| Болты крепления крышек распределительных валов | 1,9–2,3 |
| Болты крепления звездочек распределительных валов | 5,6–6,2 |
| Болты крепления крышки клапанов | 0,5–0,8 |
| Гайки крепления впускной трубы, болты крепления усилителя картера сцепления | 2,9–3,6 |
| Болты крепления шкива насоса охлаждающей жидкости, передней крышки головки цилиндров, крышки цепи, корпуса термостата | 2,2–2,7 |
| Болты крепления задней крышки блока цилиндров, поддона картера | 1,2–1,8 |
| Гайки крепления выпускного коллектора | 2,0–2,5 |
Двигатели УМЗ-4215.
| Гайки крепления крышек коренных подшипников | 12,5–13,6 |
| Гайки болтов крышек шатунов | 6,8–7,5 |
| Гайки крепления стоек оси коромысел | 3,5–4,0 |
| Штуцер крепления масляного фильтра | 8,0–9,0 |
| Масляный фильтр | 2,0–2,5 |
| Гайки крепления головки блока цилиндров | 9,0–9,4 |
| Гайки крепления поддона картера | 1,0–1,2 |
| Болты крепления маховика | 8,0–9,0 |
| Болты крепления диска сцепления | 2,0–3,0 |
Трансмиссия.
| Гайки крепления фланцев валов раздаточной коробки* | 20–28 |
| Болты крепления картеров коробки передач | 1,4–1,8 |
| Болты крепления переднего и заднего картеров и крышек раздаточной коробки* | 1,2–1,8 |
| Гайки крепления карданной передачи к раздаточной коробке*, переднему* и заднему мостам | 2,7–3,0 |
| Болт крепления шлицевой вилки заднего карданного вала** | 5,0–5,6 |
| Гайки крепления ведущих фланцев переднего моста* | 11–12,5 |
| Гайки крепления рычага поворотного кулака* | 11–12,5 |
| Гайки крепления цапфы* | 11–12,5 |
| Болты крепления редуктора заднего моста с балкой типа банджо | 5,5–7,0 |
| Гайка крепления фланца ведущей шестерни переднего и заднего мостов | 16,0–20,0 |
Ходовая часть.
| Болты затяжки резинометаллических втулок | 12,0–15,0 |
| Гайки стремянок рессор | 12,0–15,0 |
| Гайки резервуара амортизаторов | 9,0–15,0 |
| Гайки крепления колес | 30,0–38,0 |
| Гайки стопорных штифтов шкворней поворотных кулаков* | 3,2–3,6 |
Рулевое управление.
| Гайки крепления шаровых шарниров рулевых тяг | 7,0–10,0 |
| Болты крепления поворотных рычагов к поворотным кулакам | 11,0–12,5 |
| Болты хомутов поперечной рулевой тяги | 1,4–1,8 |
| Гайки крепления кронштейна рулевого механизма к лонжерону | 2,8–3,6 |
| Болты крепления рулевого механизма к кронштейну | 4,4–6,2 |
| Гайка крепления рулевого колеса | 6,5–8,0 |
| Гайка крепления рулевой сошки | 10,5–14,0 |
| Гайки крепления клиньев карданных вилок | 1,8–2,5 |
Тормозное управление.
| Болты крепления тормозных скоб к поворотным кулакам | 10,0–12,5 |
| Болты крепления тормозных щитов | 5,0–6,2 |
| Болты крепления колесных цилиндров | 1,4–2,0 |
| Гайки крепления главного цилиндра к вакуумному усилителю | 2,4–3,6 |
| Гайки крепления вакуумного усилителя | 1,2–1,7 |
Кузов фургонов и автобусов.
| Гайки точек эластичного крепления кузова к раме | 3,1–3,9 |
* Для автомобилей типа 4х4.
** Для автомобилей типа 4х2.
Поделиться ссылкой:
Похожие статьи
Моменты затяжки резьбовых соединений ГАЗель.
Моменты затяжки резьбовых соединений ГАЗель.
| Моменты затяжки кгс • м | |
| Свечи зажигания | 3,0–3,5 |
Двигатели ЗМЗ-402.
| 8,3–9,0 | |
| Гайки крепления болтов шатунов | 6,8–7,5 |
| Гайки крепления крышек коренных подшипников | 10,0–11,0 |
| Гайки крепления маховика | 7,6–8,3 |
| Гайки крепления картера сцепления к блоку цилиндров | 2,8–3,6 |
| Болт шкива коленчатого вала | 17–22 |
| Болты крепления нажимного диска сцепления | 2,0–2,5 |
| Гайки крепления впускного трубопровода и выпускного коллектора | 1,5–3,0 |
| Гайки крепления поддона картера | 1,2–2,0 |
| Болт крепления датчика-распределителя зажигания | 0,6–0,8 |
Двигатели ЗМЗ-405, -406.
окончательная затяжка
13,0–14,5
Двигатели УМЗ-4215.
| Гайки крепления крышек коренных подшипников | 12,5–13,6 |
| Гайки болтов крышек шатунов | 6,8–7,5 |
| Гайки крепления стоек оси коромысел | 3,5–4,0 |
| Штуцер крепления масляного фильтра | 8,0–9,0 |
| Масляный фильтр | 2,0–2,5 |
| Гайки крепления головки блока цилиндров | 9,0–9,4 |
| Гайки крепления поддона картера | 1,0–1,2 |
| Болты крепления маховика | 8,0–9,0 |
| Болты крепления диска сцепления | 2,0–3,0 |
Трансмиссия.
| 20–28 | |
| Болты крепления картеров коробки передач | 1,4–1,8 |
| Болты крепления переднего и заднего картеров и крышек раздаточной коробки* | 1,2–1,8 |
| Гайки крепления карданной передачи к раздаточной коробке*, переднему* и заднему мостам | 2,7–3,0 |
| Болт крепления шлицевой вилки заднего карданного вала** | 5,0–5,6 |
| Гайки крепления ведущих фланцев переднего моста* | 11–12,5 |
| Гайки крепления рычага поворотного кулака* | 11–12,5 |
| Гайки крепления цапфы* | 11–12,5 |
| Болты крепления редуктора заднего моста с балкой типа банджо | 5,5–7,0 |
| Гайка крепления фланца ведущей шестерни переднего и заднего мостов | 16,0–20,0 |
Ходовая часть.
| 12,0–15,0 | |
| Гайки стремянок рессор | 12,0–15,0 |
| Гайки резервуара амортизаторов | 9,0–15,0 |
| Гайки крепления колес | 30,0–38,0 |
| Гайки стопорных штифтов шкворней поворотных кулаков* | 3,2–3,6 |
Рулевое управление.
| 7,0–10,0 | |
| Болты крепления поворотных рычагов к поворотным кулакам | 11,0–12,5 |
| Болты хомутов поперечной рулевой тяги | 1,4–1,8 |
| Гайки крепления кронштейна рулевого механизма к лонжерону | 2,8–3,6 |
| Болты крепления рулевого механизма к кронштейну | 4,4–6,2 |
| Гайка крепления рулевого колеса | 6,5–8,0 |
| Гайка крепления рулевой сошки | 10,5–14,0 |
| Гайки крепления клиньев карданных вилок | 1,8–2,5 |
Тормозное управление.
| 10,0–12,5 | |
| Болты крепления тормозных щитов | 5,0–6,2 |
| Болты крепления колесных цилиндров | 1,4–2,0 |
| Гайки крепления главного цилиндра к вакуумному усилителю | 2,4–3,6 |
| Гайки крепления вакуумного усилителя | 1,2–1,7 |
Кузов фургонов и автобусов.
Момент затяжки гаек 4216, диаметр гильз 100мм
на всякий случай последовательность затяжки гаек ГБЦ ЗМЗ 402
Моменты затяжки резьбовых соединений ГАЗель.
| Моменты затяжки кгс • м | |
| Свечи зажигания | 3,0–3,5 |
Двигатели ЗМЗ-402.
| 8,3–9,0 | |
| Гайки крепления болтов шатунов | 6,8–7,5 |
| Гайки крепления крышек коренных подшипников | 10,0–11,0 |
| Гайки крепления маховика | 7,6–8,3 |
| Гайки крепления картера сцепления к блоку цилиндров | 2,8–3,6 |
| Болт шкива коленчатого вала | 17–22 |
| Болты крепления нажимного диска сцепления | 2,0–2,5 |
| Гайки крепления впускного трубопровода и выпускного коллектора | 1,5–3,0 |
| Гайки крепления поддона картера | 1,2–2,0 |
| Болт крепления датчика-распределителя зажигания | 0,6–0,8 |
Двигатели ЗМЗ-405, -406.
Двигатели УМЗ-4215.
| Гайки крепления крышек коренных подшипников | 12,5–13,6 |
| Гайки болтов крышек шатунов | 6,8–7,5 |
| Гайки крепления стоек оси коромысел | 3,5–4,0 |
| Штуцер крепления масляного фильтра | 8,0–9,0 |
| Масляный фильтр | 2,0–2,5 |
| Гайки крепления головки блока цилиндров | 9,0–9,4 |
| Гайки крепления поддона картера | 1,0–1,2 |
| Болты крепления маховика | 8,0–9,0 |
| Болты крепления диска сцепления | 2,0–3,0 |
Трансмиссия.
| 20–28 | |
| Болты крепления картеров коробки передач | 1,4–1,8 |
| Болты крепления переднего и заднего картеров и крышек раздаточной коробки* | 1,2–1,8 |
| Гайки крепления карданной передачи к раздаточной коробке*, переднему* и заднему мостам | 2,7–3,0 |
| Болт крепления шлицевой вилки заднего карданного вала** | 5,0–5,6 |
| Гайки крепления ведущих фланцев переднего моста* | 11–12,5 |
| Гайки крепления рычага поворотного кулака* | 11–12,5 |
| Гайки крепления цапфы* | 11–12,5 |
| Болты крепления редуктора заднего моста с балкой типа банджо | 5,5–7,0 |
| Гайка крепления фланца ведущей шестерни переднего и заднего мостов | 16,0–20,0 |
Ходовая часть.
| 12,0–15,0 | |
| Гайки стремянок рессор | 12,0–15,0 |
| Гайки резервуара амортизаторов | 9,0–15,0 |
| Гайки крепления колес | 30,0–38,0 |
| Гайки стопорных штифтов шкворней поворотных кулаков* | 3,2–3,6 |
Рулевое управление.
| 7,0–10,0 | |
| Болты крепления поворотных рычагов к поворотным кулакам | 11,0–12,5 |
| Болты хомутов поперечной рулевой тяги | 1,4–1,8 |
| Гайки крепления кронштейна рулевого механизма к лонжерону | 2,8–3,6 |
| Болты крепления рулевого механизма к кронштейну | 4,4–6,2 |
| Гайка крепления рулевого колеса | 6,5–8,0 |
| Гайка крепления рулевой сошки | 10,5–14,0 |
| Гайки крепления клиньев карданных вилок | 1,8–2,5 |
Тормозное управление.
| 10,0–12,5 | |
| Болты крепления тормозных щитов | 5,0–6,2 |
| Болты крепления колесных цилиндров | 1,4–2,0 |
| Гайки крепления главного цилиндра к вакуумному усилителю | 2,4–3,6 |
| Гайки крепления вакуумного усилителя | 1,2–1,7 |
Кузов фургонов и автобусов.
Порядок и момент затяжки ГБЦ двигателя УМЗ-4216
Перед тем как приступить к регулировке клапанов, желательно проверить момент затяжки и при необходимости протянуть гайки ГБЦ.
Протягивать гайки ГБЦ необходимо в два приема:
1) Момент затяжки 5,0-6,5 кг/м
2) Момент затяжки 9,0-9,5 кг/м
Регулировка клапанов двигателя УМЗ-4216 с гидрокомпенсаторами
На клапанной крышке с боку висит огромная наклейка с каталожным номером двигателя. Если номер заканчивается через тире на 70, то без гидрокомпенсаторов, если на 80 с гидриками.
Если номер заканчивается через тире на 70, то без гидрокомпенсаторов, если на 80 с гидриками.
У Газелей с двигателем 4216, укомплектованным гидрокомпенсаторами, часто происходят пропуски воспламенения по одному или несколько цилиндров, что приводит к неустойчивой работе двигателя и потере мощности. Как правило в таких случаях загорается ЧЕК НЕИСПРАВНОСТИ. Одной из причин может быть разрегулировка клапанов.
Перед началом настройки клапанов желательно промерить компрессию в цилиндрах и записать эти параметры. После регулировки, для сравнения, сделать тоже самое.
Итак приступим: Устанавливаем коленвал первого (четвертого) цилиндра в верхнюю мертвую точку (определяем по отпущенным, не зажатым, клапанам, если первый цилиндр находится в такте сжатия, то отпущенными будут: 1, 2, 4 и 6 клапана, если четвертый цилиндр, то 3, 5, 7 и 8 клапана). Вот эти, не зажатые клапана и следует регулировать – сначала ослабить контргайку на регулировочном винте, затем вывернуть регулировочный винт до явного НЕКОНТАКТА С гидрокомпенсатором, затем обратно завернуть до момента касания с гидрокомпенсатором, а затем еще довернуть на 1,5 оборота (зажать компенсатор на 1,5 мм). Законтрить гайку регулировочного винта.
У многих, в процессе регулировки клапанов, может возникнуть вопрос: Если придерживаться вышеописанной заводской инструкции «.. до контакта и 1,5 оборота закрутить.» получается, что при прокручивании регулировочного болта на 1,5 оборота, клапан начинает открываться, а у гидрика убирается свободный ход (он зажат), что по сути быть не должно? Все просто, надо понять, что когда мы рег.винтом открываем клапан, то через, приблизительно, 5 минут гидрик, за счет усилия пружины клапана, просаживается на место как ему и надо.
P/S Да, клапан поджимает и штанга перестает проворачиваться или очень туго проворачивается. Но в течении минуты, когда гидрик выпустит масло, она начинает свободно вращаться. Это говорит о том, что у гидрокомпенсатора есть еще свободный ход по цилиндрику. (Имеется ввиду конструкция гидрика) Если не вращается штанга коромысла после регулировки, (легко от пальчиков рук) значит гидрик сжат полностью и клапан зажат. Напомню из регулировки клапанов двигателя 402; после регулировки всегда проворачиваем штангу коромысла и смотрим на ее изогнутость. Если она кривая, то это хорошо видно. Кривая штанга дает посторонний стук при работе двигателя, касаясь головки блока.
(Имеется ввиду конструкция гидрика) Если не вращается штанга коромысла после регулировки, (легко от пальчиков рук) значит гидрик сжат полностью и клапан зажат. Напомню из регулировки клапанов двигателя 402; после регулировки всегда проворачиваем штангу коромысла и смотрим на ее изогнутость. Если она кривая, то это хорошо видно. Кривая штанга дает посторонний стук при работе двигателя, касаясь головки блока.
https://www.youtube.com/watch?v=isnBIJLxOw0
Автодиагностика Газель с двигателем УМЗ 421647 евро-4, проведенную автосканером Сканматик-2 : Автодиагностика с помощью Scanmatika-2
Умному не стыдно
назвать себе дураком,
дурак же, так про себя
никогда не скажет
«inpropart»
Блок цилиндров двигателя УМЗ-4216 отлит из алюминиевого сплава заодно с чугунными гильзами цилиндров. Номинальный диаметр гильз 100 мм. Для более равномерного охлаждения гильз в межцилиндровых перемычках блока предусмотрены протоки для прохода охлаждающей жидкости.
Блок цилиндров, головка блока цилиндров, кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Головка блока цилиндров двигателя УМЗ-4216 из алюминиевого сплава со вставленными седлами и направляющими втулками клапанов. Блок цилиндров и головка блока разделены прокладкой из асбестового полотна, армированного металлическим каркасом. Толщина прокладки в сжатом состоянии 1,5 мм. Для совмещения отверстий подвода масла на блоке цилиндров и прокладке, она должна устанавливаться выступом в сторону картера сцепления.
Каталожные номера деталей и узлов блока цилиндров двигателя УМЗ-4216.
После обкатки автомобиля, через 2000 километров пробега, и после каждого снятия головки блока цилиндров необходимо производить подтяжку гаек крепления головки с использованием динамометрического ключа. Подтяжку надо производить только на холодном двигателе.
Для обеспечения равномерного и плотного прилегания прокладки к головке блока и на блок цилиндров, затяжку гаек производить в последовательности указанной на рисунке ниже, в два приема. Первый раз — предварительно с меньшим усилием, момент затяжки 5,0-6,5 кгсм, второй раз — окончательно, момент затяжки 9,0-9,5 кгсм.
Первый раз — предварительно с меньшим усилием, момент затяжки 5,0-6,5 кгсм, второй раз — окончательно, момент затяжки 9,0-9,5 кгсм.
Порядок подтяжки гаек головки блока цилиндров двигателя УМЗ-4216.
Каталожные номера деталей и узлов головки блока цилиндров двигателя УМЗ-4216.
Кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Коленчатый вал двигателя УМЗ-4216 пятиопорный, отлит из высокопрочного чугуна. В шатунных шейках имеются полости для дополнительной центробежной очистки масла. Моторное масло от коренных шеек в полости шатунных подводиться через сверленые каналы. К коренным шейкам масло поступают из каналов блока цилиндров. Передний конец коленчатого вала уплотняется самоподжимным сальником, работающим по наружной поверхности ступицы шкива коленчатого вала.
Передний конец коленчатого вала двигателя УМЗ-4216.
Усилие, направленное вдоль оси коленчатого вала при выключении сцепления, воспринимается упорными подшипниками, установленными на передней опоре коленчатого вала. Задний конец коленчатого вала также уплотняется самоподжимным сальником, работающим по цилиндрическому хвостовику диаметром 80 мм.
Уплотнение заднего конца коленчатого вала двигателя УМЗ-4216 с элементами уплотнения картера сцепления.
Каталожные номера деталей и узлов кривошипно-шатунного механизма двигателя УМЗ-4216.
Вкладыши коренных и шатунных подшипников коленчатого вала.
Вкладыши подшипников коленвала изготовлены из стальной ленты, залитой антифрикционным сплавом на основе алюминия.
Маховик.
Маховик двигателя УМЗ-4216 чугунный, со стальным зубчатым венцом для пуска двигателя стартером, крепиться к торцу коленчатого вала семью самостопорящимися болтами. Коленчатый вал отбалансирован в сборе с маховиком и сцеплением.
Шатуны.
Шатуны стальные, кованые, двутаврового сечения. В верхние головки шатунов запрессованы тонкостенные втулки из оловянистой бронзы. Для смазки поршневого пальца в верхней головке шатуна имеется отверстие, совпадающее с отверстием во втулке. Стопорение гаек шатунных болтов и шпилек крепления крышек коренных подшипников выполнено анаэробным герметиком. В случае разборки указанных соединений необходимо тщательно удалить нанесенный герметик. При сборке на резьбовые части болта следует нанести свежий герметик и произвести затяжку соединения.
Для смазки поршневого пальца в верхней головке шатуна имеется отверстие, совпадающее с отверстием во втулке. Стопорение гаек шатунных болтов и шпилек крепления крышек коренных подшипников выполнено анаэробным герметиком. В случае разборки указанных соединений необходимо тщательно удалить нанесенный герметик. При сборке на резьбовые части болта следует нанести свежий герметик и произвести затяжку соединения.
Поршневые пальцы.
Плавающего типа, пустотелые, стальные.
Поршни двигателя УМЗ-4216.
Поршни выполнены из алюминиевого сплава. В верхней части поршня имеется три канавки для поршневых колец. Юбка поршня в горизонтальном сечении имеет овальную форму. Большая ось овала перпендикулярна оси бобышек под поршневой палец. В вертикальном сечении юбка имеет так называемый бочкообразный профиль.
Поршневые кольца.
Устанавливаются по три на каждом поршне. Два компрессионных и одно маслосъемное. Кольца изготовлены из специального чугуна. Наружная поверхность верхнего компрессионного кольца имеет бочкообразный профиль и хромовое покрытие. Второе компрессионное кольцо имеет фосфатное покрытие темного цвета. На верхнем торце кольца имеется метка TOP. Рабочая поверхность кольца коническая с большим диаметром у нижнего торца кольца. Угол наклона образующей конуса 1 градус -1 градус 50 минут.
Маслосъемное кольцо с двумя хромированными выступами на рабочей поверхности. Маслосъемное кольцо имеет радиальный расширитель в виде браслетной пружины. При установке колец на поршень стыки колец должны быть разведены по отношению друг к другу на 120 градусов.
Снимаем двигатель с автомобиля (см. Снятие двигателя) и очищаем его снаружи от грязи и масла. Снимаем масляный фильтр и правый кронштейн опоры силового агрегата. Закрепляем двигатель на стенде за шпильки правого кронштейна опоры. Вынимаем масляный щуп.
Снимаем крыльчатку вентилятора, ремни привода агрегатов, генератор и стартер.
Ключом «на 24» ослабляем затяжку штуцера и поворачиваем его краном вверх.
Ключом «на 19» отворачиваем кран масляного радиатора.
Окончательно отворачиваем штуцер с клапаном…
…и снимаем датчик указателя давления масла.
Накидной штуцер датчика уплотнен двумя шайбами. Отворачиваем датчик аварийного давления масла (см. Замена датчиков системы смазки). Снимаем топливный фильтр тонкой очистки (см. Замена фильтра тонкой очистки топлива). Снимаем топливный насос (см. Снятие и разборка топливного насоса). Снимаем датчик-распределитель вместе с приводом и высоковольтными проводами (см. Снятие датчика-распределителя).
Чтобы не потерять болты, гайки и шайбы, после снятия очередной детали…
…наживляем их на свои места (но только там, где это не будет мешать дальнейшей разборке).
Снимаем стартер (см. Снятие стартера). Снимаем впускной трубопровод и выпускной коллектор (см. Снятие впускного трубопровода и выпускного коллектора).
…и «14» отворачиваем по два болта крепления усилителя и снимаем его.
Переворачиваем двигатель картером вверх. Снимаем вилку выключения сцепления (см. Снятие нажимного и ведомого дисков сцепления). Снимаем маховик (см. Замена задней манжеты коленчатого вала).
Ключом «на 14» отворачиваем два болта верхнего крепления картера сцепления…
…и тем же ключом два средних болта.
Рожковым ключом «на 17» отворачиваем два болта нижнего крепления картера.
Снимаем верхнюю часть картера.
Ключом «на 10» отворачиваем два болта нижней и три болта верхней пластин крепления манжеты и снимаем пластины.
Поворачиваем двигатель в исходное положение и снимаем головку блока цилиндров (см. Снятие головки блока цилиндров). Поворачиваем двигатель передней частью вверх. Снимаем шкив коленчатого вала со втулкой (см. Замена передней манжеты коленчатого вала). Снимаем насос охлаждающей жидкости (см. Замена насоса охлаждающей жидкости).
Ключом «на 13» отворачиваем гайку…
…и снимаем крышку коробки толкателей и ее прокладку.
Аналогично снимаем вторую крышку (с маслоотделителем).
На двигателе рабочим объемом 2,5 л…
…вынимаем восемь толкателей клапанов и нумеруем их (либо раскладываем по порядку).
Чтобы гильзы цилиндров не выпадали,…
…фиксируем их приспособлением.
Переворачиваем двигатель поддоном вверх.
Ключом «на 13» отворачиваем 18 гаек крепления поддона.
Если некоторые гайки выворачиваются вместе со шпильками, перед их заворачиванием обезжириваем и смазываем резьбу шпилек и отверстие в блоке анаэробным герметиком. Под угловыми гайками крепления поддона установлены фигурные шайбы.
Снимаем с поддона переднюю и заднюю части прокладки,…
…а с блока – боковые части прокладки поддона.
Ключом «на 13» отворачиваем три оставшиеся гайки крепления передней крышки блока цилиндров…
…и ключами «на 12» и «14» болт с гайкой крепления крышки.
Снимаем переднюю крышку.
Снимаем прокладку крышки, поддев ее острым инструментом.
Ключом «на 13» отворачиваем две гайки крепления нагнетательной трубы масляного насоса.
Ключом «на 12» отворачиваем два болта крепления насоса к крышке коренной опоры коленчатого вала.
Снимаем масляный насос.
Между трубой и блоком установлена прокладка.
Ключом «на 13» отворачиваем две гайки крепления трубы к насосу.
Снимаем трубу и прокладку.
Ключом «на 12» отворачиваем болт крепления сетки маслозаборника…
Отверткой отгибаем усики стопорных пластин…
…и головкой «на 10» отворачиваем четыре болта, соединяющие крышку с корпусом насоса.
…и, пометив взаимное положение деталей, снимаем маслозаборник, стараясь не повредить уплотнительную прокладку.
Вынимаем из маслозаборника редукционный клапан с пружиной.
Снимаем с корпуса насоса крышку.
Между корпусом и крышкой установлены регулировочные прокладки.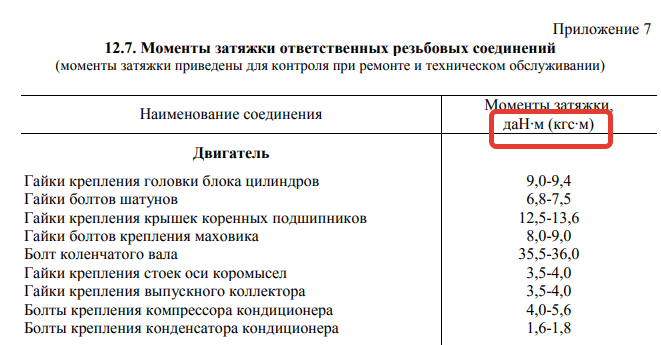
Собираем насос, смазав моторным маслом его детали и промыв растворителем сетку маслозаборника от отложений.
Снимаем маслоотражатель переднего конца коленчатого вала.
Проворачиваем коленчатый вал двигателя, чтобы отверстия в шестерне распределительного вала оказались напротив головок болтов крепления упорного фланца распределительного вала.
Для замены шестерни распределительного вала…
…ключом «на 17» отворачиваем болт крепления шестерни распределительного вала…
…и снимаем его вместе с шайбами.
Длинной головкой «на 12» через отверстие в шестерне отворачиваем два болта крепления упорного фланца.
Снимаем распределительный вал вместе с шестерней.
Специальным съемником снимаем шестерню с распределительного вала и напрессовываем новую через оправку (например, головкой подходящего диаметра).
При снятии и установке шестерни нельзя наносить удары и прилагать усилия к пластмассовой части, так как возможно ее повреждение.
Чтобы не перепутать толкатели, раскладываем их по порядку или вкладываем в них записки с порядковым номером.
Ключом «на 13» отворачиваем две гайки…
…и снимаем крышку манжеты.
Крышка посажена на герметик, поэтому следует предварительно раскачать ее пассатижами.
Снимаем заднюю манжету.
Головкой «на 15» отворачиваем гайки крышки шатуна.
Легко постукивая по боковым сторонам крышки, стягиваем ее с болтов.
Нельзя снимать крышку, вставляя отвертку или зубило в щель между крышкой и шатуном, так как будут повреждены посадочные плоскости.
При необходимости можно выбить шатунные болты через тонкий бородок из мягкого металла.
Снимаем крышку шатуна вместе с вкладышем.
Вынимаем поршень с шатуном из блока цилиндров.
Аналогично вынимаем поршни остальных цилиндров. Последовательность разборки шатунно-поршневой группы — обратная сборке (см. Сборка шатунно-поршневой группы).
Последовательность разборки шатунно-поршневой группы — обратная сборке (см. Сборка шатунно-поршневой группы).
Головкой «на 22» отворачиваем гайки крышек коренных подшипников.
Обязательно кернером помечаем номер каждой крышки и ее положение. При сборке все крышки должны быть установлены только на прежние места.
Слегка постукивая по коренным крышкам,…
…поочередно снимаем их вместе с вкладышами.
Вынимаем коленчатый вал.
Съемником спрессовываем шестерню вместе с упорной шайбой.
При сборке шайбу устанавливаем таким образом, чтобы фаска отверстия была обращена в противоположную сторону от шестерни.
Выбиваем шпонку шестерни из паза на коленчатом валу.
Снимаем упорные шайбы (вкладыши) ограничения осевого перемещения коленчатого вала.
После шлифовки шеек коленчатого вала шестигранником «на 14» или болтом с головкой «на 14» и законтренными гайками выворачиваем заглушки.
Каналы для прохода масла в коленчатом валу тщательно очищаем от отложений и остатков абразива (в случае, если коленчатый вал подвергался перешлифовке). Промываем каналы коленчатого вала керосином, бензином или дизельным топливом и продуваем сжатым воздухом.
Устанавливаем на место заглушки масляных каналов.
Бородком раскерниваем кромки заглушек
Дальнейшую сборку коленчатого вала проводим в порядке, обратном разборке.
| Наименование | Обозначение резьбы | Момент затяжки,
кгсм | |
|---|---|---|---|
| 1 | Болт сальникодержателя | Мб | 0,45…1,0 |
| 2 | Болт крепления крышки оси коромысел | Мб | 0,7…1,0 |
| 3 | Болт крепления нажимного диска сцепления | М8 | 2,0…3,0 |
| 4 | Болт крепления упорного фланца распределительного вала | М8 | 1,8…2,5 |
| 5 | Болт крепления масляного насоса | М8 | 1,8…2,5 |
| 6 | Болт крепления картера сцепления нижняя часть | М8 | 1,1…2,5 |
| 7 | Болт крепления усилителя к картеру сцепления верхняя часть | М8 | 1,8. .2,5 .2,5 |
| 8 | Болт крепления крышки водяной рубашки | М8 | 1,8…2,5 |
| 9 | Болт крепления демпфера со ступицей и шкивом | М8 | 1,8…2,5 |
| 10 | Болт крепления шкива вентилятора | М8 | 1,8…2,5 |
| 11 | Болт крепления крышки люка бензонасоса | М8 | 1,8…2,5 |
| 12 | Болт для натяжения ремня генератора | М8 | 1,8…2,5 |
| 13 | Болт кронштейна крепления двигателя | М10 | 4,0…5,6 |
| 14 | Болт крепления маховика | М10 | 8,0…9,0 |
| 15 | Болт крепления кронштейна для подъёма двигателя | М10 | 4,0…5,6 |
| 16 | Болт крепления усилителя к блоку | М10 | 4,0…5,6 |
| 17 | Болт шаровой опоры | М10×1 | 2,4…3,6 |
| 18 | Болт крепления шестерни распределительного вала | М 12×1,25 | 4,0…5,6 |
| 19 | Винт крепления крышки люка картера сцепления | ||
| 20 | Гайка болта кронштейна генератора | М6 | 0,45…1,0 |
| 21 | Гайка шпильки крепления уплотнительной крышки коленчатого вала | М8×1 | 0,8…1,8 |
| 22 | Гайка шпильки крепления крышки коробки толкателей | М8×1 | 0,8…1,8 |
| 23 | Гайка шпильки крепления нагнетательной трубки к масляному насосу | М8×1 | 1,2…1,8 |
| 24 | Гайка шпильки крепления нагнетательной трубки к блоку цилиндров | М8×1 | 1,2…1,8 |
| 25 | Гайка шпильки крепления привода распределителя | М8×1 | 1,2…1,8 |
| 26 | Гайка шпильки крепления крышки распределительных шестерен | М8×1 | 1,2…1,8 |
| 27 | Гайка шпильки крепления масляного картера | М8×1 | 1,0…1,2 |
| 28 | Гайка шпильки крепления стойки оси коромысел | М8×1 | 1,2…1,8 |
| 29 | Гайка шпильки крепления водяного насоса | М8×1 | 1,2…1,8 |
| 30 | Гайка шпильки крепления регулятора разряжения | М8×1 | 1,2… 1,8 |
| 31 | Гайка шпильки крепления дроссельного устройства | М8×1 | 1,2…1,8 |
| 32 | Гайка шпильки крепления планки генератора | М8×1 | 1,2…1,8 |
| 33 | Гайка болта крепления крышки распределительных шестерен | М8 | 1,8…2,5 |
| 34 | Гайка болта крепления крышки шатуна | МЮ | 6,8…7,5 |
| 35 | Гайка болта крепления генератора | М10×1 | 4,0…5,6 |
| 36 | Гайка шпильки крепления корпуса термостата | М10×1 | 2,4…3, |
| 37 | Гайка шпильки крепления стойки оси коромысел | М10×1 | 3,5…4,0 |
| 38 | Гайка шпильки крепления газопровода | М10×1 | 2,8…3,2 |
| 39 | Гайка шпильки крепления стартера | М12×1,25 | 4,4…6,2 |
| 40 | Гайка шпильки крепления головки блока цилиндров | М12×1,25 | 8,5…9,5 10,0…11,0 |
| 41 | Гайка шпильки шпильки крепления кронштейна генератора | М 12×1,25 | 4,4…6,2 |
| 42 | Гайка шпильки крепления крышки коренных подшипников | М14×1,5 | 12,5…13,6 |
| 43 | Свеча зажигания | М14×1,25 | 3,0…3,5 |
| 44 | Штуцер крепления масляного фильтра | М20×1,5 | 8,0…9,0 |
Моменты затяжки резьбовых соединений автомобиля Газель
Для соблюдения точного момента ответственных резьбовых соединений, нужно иметь динамометрический ключ с пределом измерений от 5 до 200 Нм.
Моменты затяжки резьбовых соединений
Наименование соединения — моменты затяжки кгсм
Свечи зажигания — 3,0–3,5
Гайки крепления головки блока цилиндров — 8,3–9,0
Гайки крепления болтов шатунов — 6,8–7,5
Гайки крепления крышек коренных подшипников — 10,0–11,0
Гайки крепления маховика — 7,6–8,3
Гайки крепления картера сцепления к блоку цилиндров — 2,8–3,6
Болт коленчатого вала — 17–22
Болты крепления нажимного диска сцепления — 2,0–2,5
Гайки крепления впускного трубопровода и выпускного коллектора — 1,5–3,0
Гайки крепления поддона картера — 1,2–2,0
Болты крепления головки блока цилиндров:
предварительная затяжка — 4,0–6,0
окончательная затяжка- 13,0–14,5
Гайки крепления болтов шатунов — 6,8–7,5
Болты крепления крышек коренных подшипников — 10,0–11,0
Болты крепления маховика — 7,2–8,0
Болты крепления картера сцепления — 4,2–5,1
Болт коленчатого вала — 10,4–12,0
Болты крепления нажимного диска сцепления — 2,0–2,5
Болты крепления крышек распределительных валов — 1,9–2,3
Болты крепления звездочек распределительных валов — 5,6–6,2
Болты крепления крышки клапанов — 0,5–0,8
Гайки крепления впускной трубы, болты крепления усилителя картера сцепления — 2,9–3,6
Болты крепления шкива насоса охлаждающей жидкости, передней крышки головки цилиндров, крышки цепи, корпуса термостата — 2,2–2,7
Болты крепления сальникодержателя, поддона картера — 1,2–1,8
Гайки крепления выпускного коллектора — 2,0–2,5
Гайки крепления крышек коренных подшипников — 12,5–13,6
Гайки болтов крышек шатунов — 6,8–7,5
Гайки болтов крышек шатунов — 6,8–7,5
Гайки крепления стоек оси коромысел — 3,5–4,0
Штуцер крепления масляного фильтра — 8,0–9,0
Масляный фильтр — 2,0–2,5
Гайки крепления фланцев валов раздаточной коробки* — 20–28
Болты крепления картеров коробки передач — 1,4–1,8
Болты крепления переднего и заднего картеров и крышек раздаточной коробки* — 1,2–1,8
Гайки крепления карданной передачи к раздаточной коробке*, переднему* и заднему мостам — 2,7–3,0
Болт крепления шлицевой вилки заднего карданного вала** — 5,0–5,6
Гайки крепления ведущих фланцев переднего моста* — 11–12,5
Гайки крепления рычага поворотного кулака* — 11–12,5
Гайки крепления цапфы* — 11–12,5
Болты крепления редуктора заднего моста с балкой типа банджо — 5,5–7,0
Гайка крепления фланца ведущей шестерни переднего и заднего мостов — 16,0–20,0
Болты затяжки резинометаллических втулок — 12,0–15,0
Гайки стремянок рессор — 12,0–15,0
Гайки резервуара амортизаторов — 9,0–15,0
Гайки крепления колес — 30,0–38,0
Гайки стопорных штифтов шкворней поворотных кулаков* — 3,2–3,6
Гайки крепления шаровых шарниров рулевых тяг — 7,0–10,0
Болты крепления поворотных рычагов к поворотным кулакам — 11,0–12,5
Болты хомутов поперечной рулевой тяги — 1,4–1,8
Гайки крепления кронштейна рулевого механизма к лонжерону — 2,8–3,6
Болты крепления рулевого механизма к кронштейну — 4,4–6,2
Гайка крепления рулевого колеса — 6,5–8,0
Гайка крепления рулевой сошки — 10,5–14,0
Гайки крепления клиньев карданных вилок — 1,8–2,5
Болты крепления тормозных скоб к поворотным кулакам — 10,0–12,5
Болты крепления тормозных щитов — 5,0–6,2
Болты крепления колесных цилиндров — 1,4–2,0
Гайки крепления главного цилиндра к вакуумному усилителю — 2,4–3,6
Гайки крепления вакуумного усилителя — 1,2–1,7
Гайки точек эластичного крепления кузова к раме — 3,1–3,9 *
*Для автомобилей типа 4х4;
**для автомобилей типа 4х2
Для автомобилей типа 4х4; **для автомобилей типа 4х2
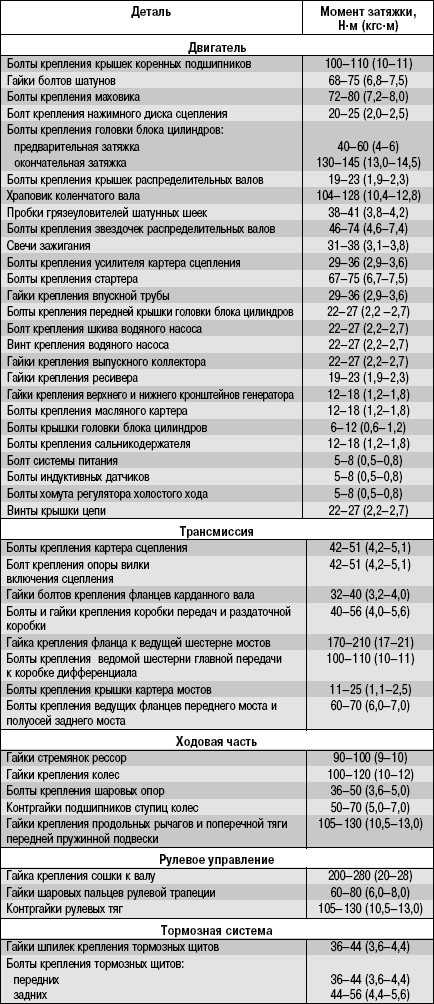
Моменты затяжки основных резьбовых соединений ЗМЗ 402, ЗМЗ–4021, ЗМЗ–4062
Болт крепления крышки распределительных шестерен 11-16 (1,1-1,6)
Гайка крепления крышки распределительных шестерен 12-18 (1,2-1,8)
Гайка крепления крышки коробки толкателей 12-18 (1,2-1,8)
Гайка крепления головки блока цилиндров 85-90 (8,5-9,0)
Болт крепления задней крышки головки блока цилиндров 11-16 (1,1-1,6)
Гайка болта крепления крышки шатуна 68-75 (6,8-7,5)
Гайка крепления маховика 78-83 (7,8-8,3)
Болт крепления шкива коленчатого вала 11-16 (1,1-1,6)
Стяжной болт коленчатого вала (храповик) 170-220 (17-22)
Болт крепления упорного фланца распределительного вала 11-16 (1,1-1,6)
Болт крепления зубчатого колеса распределительного вала 55-60 (5,5-6,0)
Гайка крепления стойки оси коромысел 35-40 (3,5-4,0)
Болт крепления крышки коромысел 4,5-8,0 (0,45-0,8)
Гайка крепления выпускного коллектора к впускной трубе 44-56 (4,4-5,6)
Гайка крепления впускной трубы и выпускного коллектора к головке блока 40-56 (4,0-5,6)
Гайка крепления масляного картера 12-15 (1,2-1,5)
Гайка крепления масляного насоса 18-25 (1,8-2,5)
Болт крепления привода распределителя зажигания 6,0-8,0 (0,6-0,8)
Гайка крепления крышки коренного подшипника 100-110 (10-11)
Гайка крепления масляного фильтра 12-18 (1,2-1,8)
Болт крепления топливного насоса 12-18 (1,2-1,8)
Гайка крепления фильтра тонкой очистки топлива 12-18 (1,2-1,8)
Гайка крепления водяного насоса 18-25 (1,8-2,5)
Болт крепления шкива водяного насоса 12-18 (1,2-1,8)
Болт крепления картера сцепления 28-36 (2,8-3,6)
Гайка крепления картера сцепления 40-56 (4,0-5,6)
Болт крепления нажимного диска сцепления 20-25 (2,0-2,5)
Гайка крепления кронштейна генератора 44-62 (4,4-6,2)
Гайка крепления генератора 44-56 (4,4-5,6)
Свеча зажигания 30-40 (3,0-4,0)
Болт крепления вентилятора 14-18 (1,4-1,8)
Болт крепления крышки коренного подшипника 100-110 (10,0-11,0)
Гайка болта крепления крышек шатунов 68-75 (6,8-7,5)
Болт крепления маховика 72-80 (7,2-8,0)
Болт крепления головки блока цилиндров:
– первый этап 40-60 (4,0-6,0)
– второй этап 130-145 (13,0-14,5)
Болт крепления крышки распределительного вала 19-23 (1,9-2,3)
Стяжной болт коленчатого вала (храповик) 104-128 (10,4-12,8)
Болт крепления зубчатого колеса распределительного вала 56-62 (5,6-6,2)
Гайка крепления впускной трубы 29-36 (2,9-3,6)
Болт крепления передней крышки головки блока цилиндров 22-27 (2,2-2,7)
Болт крепления шкива водяного насоса 22-27 (2,2-2,7)
Болт крепления водяного насоса 22-27 (2,2-2,7)
Болт крепления зубчатых колес промежуточного вала 22-27 (2,2-2,7)
Гайка крепления ресивера к впускной трубе 19-23 (1,9-2,3)
Гайка крепления выпускного коллектора 20-25 (2,0-2,5)
Болт крепления масляного картера 12-18 (1,2-1,8)
при обеспечении герметичности допускается момент 6 Н·м (0,6 кгс·м)
Болт крепления крышки головки блока цилиндров 5,0-8,0 (0,5-0,8)
при обеспечении герметичности допускается момент 3 Н·м (0,3 кгс·м)
Болт крепления сальникодержателя 12-18 (1,2-1,8)
Болт крепления топливопровода с форсунками 5,0-8,0 (0,5-0,8)
Болт крепления индуктивных датчиков 5,0-8,0 (0,5-0,8)
Свеча зажигания 31-38 (3,1-3,8)
Болт крепления стартера 67-75 (6,7-7,5)
Гайка крепления кронштейнов генератора 12-18 (1,2-1,8)
Болт крепления нажимного диска сцепления 20-25 (2,0-2,5)
Болт крепления картера сцепления 42-51 (4,2-5,1)
Болт крепления усилителя картера сцепления 29-36 (2,9-3,6)
Болт крепления опоры вилки выключения сцепления 42-51 (4,2-5,1)
Прочие соединения
Гайка хомута регулировочной трубки рулевой тяги 15-18 (1,5-1,8)
Палец нижнего рычага передней подвески 180-200 (18-20)
Гайка оси верхнего рычага передней подвески 70-100 (7,0-10,0)
Гайка пальца резьбового шарнира 120-200 (12,0-20,0)
Болт и гайка крепления оси верхних рычагов 44-56 (4,4-5,6)
Болт крепления колеса 100-120 (10-12)
Гайка фланца ведущей шестерни заднего моста 160-200 (16-20)
Болт крепления передней подвески к кузову 125-140 (12,5-14)
Гайка крепления механизма рулевого управления 50-60 (5,0-6,0)
Гайка крепления рулевого колеса 65-75 (6,5-7,5)
Гайка крепления сошки механизма рулевого управления 105-120 (10,5-12)
Болт крепления кронштейна маятникового рычага 50-62 (5,0-6,2)
Болт и гайка крепления рулевой колонки к панели приборов 12-18 (1,2-1,8)
Гайка клина рулевого управления 18-25 (1,8-2,5)
Всасывающий штуцер насоса гидроусилителя рулевого управления 32-40 (3,2-4,0)
Болт-штуцер клапана управления встроенного гидроусилителя рулевого управления 80-100 (8,0-10,0)
Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)
Гайка верхнего и нижнего наконечников нагнетательного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)
Гайка трубки сливного шланга встроенного гидроусилителя рулевого управления 44-62 (4,4-6,2)
Гайка соединения наконечника нагнетательного шланга и шлангов силового цилиндра раздельного гидроусилителя рулевого управления 32-40 (3,2-4,0)
Болт-штуцер сливного шланга встроенного гидроусилителя рулевого управления 80-100 (8,0-10,0)
Болт крепления поворотного кулака, рычага и кронштейна 80-100 (8,0-10,0)
Ограничитель поворота 80-100 (8,0-10,0)
Гайка крепления оси толкателя педалей тормоза и сцепления 32-36 (3,2-3,6)
Болт крепления тормозного щита заднего тормоза 65-80 (6,5-8,0)
Болт крепления скобы переднего тормоза 110-125 (11,0-12,5)
Болт крепления колесного цилиндра заднего тормоза 8,0-18,0 (0,8-1,8)
Гайка крепления регулятора давления
задних тормозов 8,0-18,0 (0,8-1,8)
Гайка крепления главного цилиндра тормозов 24-56 (2,4-5,6)
Гайка крепления вакуумного усилителя 8,0-18,0 (0,8-1,8)
Болт крепления шлицевой вилки заднего карданного вала 50-56 (5,0-5,6)
Гайка крепления карданного вала к заднему мосту 27-30 (2,7-3,0)
Гайка крепления поперечины промежуточной опоры к кузову 27-30 (2,7-3,0)
Болт крепления промежуточной опоры к поперечине 12-18 (1,2-1,8)
Гайка крепления коробки передач к картеру сцепления 50-62 (5,0-6,2)
Для остальных резьбовых соединений моменты затяжки следующие:
для М6 — 6–8 Н·м (0,6-0,8 кгс·м)
для М8 — 14–18 Н·м (1,4-1,8 кгс·м)
для М10 — 28–36 Н·м (2,8-3,6 кгс·м)
для М12 — 50–62 Н·м (5,0-6,2 кгс·м)
Вот примерно так выглядит перетянутый болт:)
Яндекс Дзен
Протяжка гбц змз 405 — Авто журнал ПК Моторс
Замена прокладки ГБЦ двигателя ЗМЗ-406
Обычно прокладку головки блока меняют при следующих повреждениях:
— Прорыв газов в систему охлаждения;
— Попадание в систему охлаждения масла;
— Недостаточная компрессия в одном или нескольких цилиндрах (менее 1 МПа).
Снятие
Головку блока можно снять с ресивером и выпускным коллектором.
Если головку блока снимают с двигателя, установленного на автомобиле, нужно предварительно выполнить следующие операции:
Отсоединить топливопроводы подачи и слива топлива.
Снять аккумуляторную батарею.
Слить жидкость из системы охлаждения двигателя.
Снять катушки зажигания.
7. Отсоединить штекерную колодку датчика фазы от жгута проводов.
Отвернуть винты и отсоединить провода от датчиков указателя давления масла 1 и аварийного давления масла 2.
Отсоединить штекерные колодки от датчиков температурного состояния двигателя 5, указателя температуры охлаждающей жидкости 4, сигнализатора перегрева охлаждающей жидкости 3.
Ослабить затяжку хомута и снять со штуцера 6 термостата шланг к расширительному бачку.
Ослабить затяжку хомута 1 и снять со штуцера шланг 2 к обратному клапану вакуумного усилителя тормозов.
Отсоединить штекерную колодку 3 от датчика положения дроссельной заслонки.
Отвернуть гайку 1 и снять «массовый» провод голубого цвета со шпильки на переднем конце ресивера.
Отвернуть гайку 4 и вытащить трос 3 акселератора из сектора привода воздушной дроссельной заслонки.
Отсоединить от жгута проводов штекерную колодку 2, расположенную между впускными трубами двигателя, датчика частоты вращения и синхронизации коленчатого вала, установленного около зубчатого венца шкива коленвала.
Сдвинуть сальник 3 троса с резьбового наконечника 2 оболочки троса, отвернуть гайку 1 крепления наконечника троса и вытащить наконечник 2 из кронштейна, закрепленного на впускной трубе двигателя, сдвинув его назад.
Затем вынуть трос акселератора из кронштейна вверх.
Отогнуть держатель троса акселератора и вынуть из него трос.
Отвести трос акселератора в сторону от двигателя.
Отсоединить провода от генератора.
Отсоединить штекерную колодку 1 от регулятора холостого хода.
Отвернуть гайку 2 и снять «массовые» провода со шпильки на заднем конце ресивера.
Отсоединить штекерную колодку 1 от датчика температуры воздуха.
Ослабить затяжку хомута 2 и снять шланг подачи охлаждающей жидкости со штуцера крана отопителя
Отсоединить штекерные колодки 1 от форсунок.
Разогнуть держатели 2 жгута проводов и вынуть жгут из держателей.
Отвести жгут проводов в сторону от двигателя.
Затем отсоединить приемную трубу глушителя от выпускного коллектора, отсоединить шланг от корпуса дроссельной заслонки, снять подводящую трубу радиатора, снять генератор.
Дальше порядок снятия головки блока с двигателя, снятого с автомобиля и с установленного на автомобиле, одинаковый.
1. Снять распределительные валы (описано в статье — Замена распредвалов двигателя ЗМЗ-406)
Ослабить затяжку хомутов 1 и снять со штуцеров корпуса дроссельной заслонки шланги 2 и 3
Шестигранным ключом «на 12» ослабляем затяжку десяти болтов, после чего отворачиваем и…
Снимаем головку блока цилиндров…
Отделяем и снимаем прокладку под головкой
Установка
Устанавливают головку блока в порядке, обратном снятию.
Перед установкой нужно очистить прилегающие поверхности головки и блока от остатков герметика и прокладки.
Провести общую дефектацию головки цилиндров.
Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки, посередине вдоль, а затем поперек и щупами измерить зазор между плоскостью головки и линейки.
Если зазор превышает 0,1 мм, головку нужно заменить.
Порядок затяжки болтов крепления головки блока показан на рисунке.
Болты крепления головки блока затянуть в два этапа:
Протяжка гбц змз 405
Срезать выступающие над плоскостью блока цилиндров и крышки цепи концы прокладок крышки цепи.
В случае отсутствия на прокладке головки цилиндров резиновых уплотнителей в двух местах, ложащихся на стыки крышки цепи с блоком цилиндров, следует нанести на эти места прокладки (окна) силиконовый клей-герметик «Юнисил Н50-1».
Установить на штифты блока цилиндров и шпильки крышки цепи прокладку головки цилиндров.
Установить на патрубок водяного насоса шланг, соединяющий патрубок водяного насоса с корпусом термостата.
Установить подсобранную головку цилиндров на блок цилиндров и закрепить.
Затяжку болтов крепления головки цилиндров производить в последовательности, указанной на рисунке 4, в два этапа: предварительно затянуть болты моментом 40. 50 Нм (4,0. 5,0 кгс м), затем выдержать не менее 1,2 мин и окончательно затянуть болты доворотом на угол 90˚.
Перед установкой резьбу болтов смазать моторным маслом. Затяжку болтов № 11, 12 произвести моментом 19,6. 24,5 Нм (2,0. 2,5 кгсм).
Во избежание гидроудара при затягивании болтов и возникновения трещин в блоке цилиндров, масло в резьбовых колодцах блока должно отсутствовать.
Отвернуть болты и снять крышки распределительных валов, протереть салфеткой постели под распределительные валы в головке и в крышках, перед установкой крышек смазать резьбу болтов чистым моторным маслом.
Смазать маслом, применяемым для двигателя, отверстия в головке под гидротолкатели и установить гидротолкатели в головку цилиндров.
При ремонте двигателя без замены гидротолкателей следует устанавливать их в соответствии с их расположением перед разборкой.
При выходе гидротолкателя из строя он подлежит замене, так как не ремонтируется.
Вынимать гидротолкатели необходимо присоской или магнитом.
Установить распределительные валы на головку цилиндров, предварительно смазав постели в головке маслом, применяемым для двигателя.
Распределительный вал впускных клапанов устанавливается штифтом на звездочке вверх, а распределительный вал выпускных клапанов — штифтом звездочки вправо.
За счет углового расположения кулачков, данные положения распределительных валов являются устойчивыми.
Смазать опорные шейки валов чистым моторным маслом, применяемым в двигателе.
Крышки распределительных валов должны устанавливаться соответственно их нумерации (Рисунок 5), ориентируясь круглыми бобышками с номерами для впускного вала — влево, выпускного — вправо, если смотреть со стороны переднего торца двигателя.
Данная ориентация связана с нессиметричным расположением канавки масляного канала в крышках.
Установить переднюю крышку распределительных валов с установленными в ней упорными фланцами на установочные втулки, при этом за счет продольного перемещения распределительных валов обеспечить установку упорных фланцев в канавки.
Перед установкой упорный фланец смазать чистым моторным маслом, применяемым в двигателе.
Установить крышки № З и № 7 распределительных валов и предварительно затянуть болты крепления крышек до соприкасания поверхности крышек с верхней плоскостью головки цилиндров.
Установить все остальные крышки, в соответствии с маркировкой, и затянуть болты крепления крышек предварительно.
Приложение 2
Момент затяжки, Н·м (кгс·м)
1. Основные соединения со 100 %-ным контролем момента затяжки:
Болты крепления крышек коренных подшипников
Гайки болтов шатунов
Болты крепления маховика
Болты крепления нажимного диска сцепления
Момент затяжки, Н·м (кгс·м)
— выдержка не менее 1 мин 15 сек;
— доворот на угол 90
Болты крепления головки цилиндров к крышке цепи
Болты крепления крышек распределительных валов
Стяжной болт коленчатого вала
Болты крепления звездочек распределительных валов
Болты крепления звездочек промежуточного вала
2. Прочие соединения:
Пробки грязеуловительных полостей коленчатого вала
Болты крепления сальникодержателя
Болты нижнего успокоителя цепи
Болты среднего и верхнего успокоителей цепей
Болты опоры натяжного устройства цепи
Болты рычага натяжного устройства цепи
Болты крышек гидронатяжителей
Болты крепления передней и задней крышек головки цилиндров
Болты крепления масляного картера
Гайки крепления масляного картера
Болты усилителя картера сцепления
Штуцер масляного фильтра
Болты крышки привода масляного насоса
Момент затяжки, Н·м (кгс·м)
Винты крепления корпуса термостата к головке цилиндров
Винты и гайки крепления крышки цепи и водяного насоса
Болт крепления водяного насоса к крышке цепи
Гайки крепления выпускного коллектора
Гайки крепления впускной трубы
Гайки крепления ресивера
Болты крепления крышки клапанов
Винт крепления автоматического механизма натяжения ремня привода агрегатов
Хомуты шлангов охлаждения
Болты крепления картера сцепления
Болт опоры вилки выключения сцепления
Болты крепления стартера
Гайки крепления генератора к верхнему и нижнему кронштейнам
Гайка крепления шкива на валу генератора
Гайки крепления катушек зажигания
Гайка крепления датчика детонации
Датчик температуры охлаждающей жидкости
Датчик сигнализатора аварийного давления масла
Винты крепления дросселя
Винты крепления топливопровода с форсунками
Болт датчика синхронизации
Болт датчика фазы
Неуказанные детали с коническими резьбами:
Момент затяжки, Н·м (кгс·м)
Приложение 3
Подшипники качения, применяемые в двигателе ЗМЗ-40524
Носка первичного вала коробки передач (в маховике):
— радиальный шариковый однорядный с двумя защитными шайбами или
— радиальный шариковый однорядный с двухсторонним уплотнением
402. 1701031-01 (6203.2RS.P6Q6/УС9) или
1701031-01 (6203.2RS.P6Q6/УС9) или
Рычаг натяжного устройства со звездочкой в сборе с подшипником
Автоматический механизм натяжения ремня привода агрегатов в сборе с роликом с подшипником
Манжеты, применяемые на двигателе
Приложение 4
Манжета передняя коленчатого вала
Манжета задняя коленчатого вала
406.1005160-03, ОАО «ВЭЛКОНТ»,
или 2108-1005160, ОАО
«Балаковорезинотехника», г. Балаково
или 4062.1005160 * (546.941), ф.«Elring»,
или 4062.1005160-01 * (03055VOOA),
Уплотнение водяного насоса
40522.1307020 * (94412) ф.«MTU», Италия
Маслоотражательный колпачок впускных и выпускных клапанов в сборе
406.1007026-03 * (648.32G) ф.«Rubena»,
или 406.1007026-04 * (2108-1007026-02),
ОАО «ВЭЛКОНТ», г.Кирово-Чепецк
Кольцо уплотнительное носка коленчатого вала
(038-044-36-2-2 ГОСТ 18829-79)
Приложение 5
Дисбаланс вращающихся деталей, допустимый при сборке двигателя
Допустимый дисбаланс, г·см не более
Способ устранения дисбаланса
в плоскостях, проходящих
через крайние коренные шейки
Высверливание отверстий ¯ 14 мм на глубину не более 25 мм в радиальном направлении из противовесов. Пересечение отверстий и выход на поверхности торцев противовесов не допускается
Рис. 3.6. Балансировка коленчатого вала:
– база установки коленчатого вала на станок;
Шкив- демпфер коленчатого вала
Высверливание отверстий ¯ 10 мм на глубину не более 12 мм с учетом конуса сверла в диске демпфера в радиальном направлении на расстоянии 10,5 мм от задней плоскости. Расстояние между осями отверстий не менее 18 мм
Обозначение в ОАО «ЗМЗ»
Рис. 3.7. Балансировка шкива-демпфера: 1 — шкив-демпфер; 2 — оправка; 3
— приспособление для статической балансировки
Маховик с ободом
Высверливание отверстий Ø 14 мм на глубину не более 12 мм с учетом конуса сверла со стороны противоположной креплению сцепления на радиусе 115 мм. Сверлить не более 10 отверстий. Расстояние между осями не менее 18 мм
Сверлить не более 10 отверстий. Расстояние между осями не менее 18 мм
Рис. 3.8. Балансировка маховика: 1 — маховик; 2 — оправка; 3 — приспособление для статической балансировки
Нажимной диск сцепления в сборе
50 — при проверке
15 — при балансировке
Установка в отверстия фланца кожуха балансировочных грузиков или высверливание во фланце кожуха на диаметре 273 отверстий Ø 9 мм между отверстиями под грузики
Ведомый диск сцепления в сборе
30 — при проверке
15 — при балансировке
Установка балансировочных грузиков
Приложение 6
Инструмент и приспособления для ремонта двигателя Инструмент разработанный ОАО «ЗМЗ»
22.3. Моменты затяжки резьбовых соединений
Момент затяжки, даН.м (кгс.м)
Болт крепления крышки коренного подшипника
Гайка болта шатуна
Болт крепления маховика
Болт крепления нажимного диска сцепления
Болт крепления головки блока цилиндров:
Болт крепления крышек распределительных валов
Болт стяжной коленчатого вала
Болт крепления звездочек распределительных валов
Болт крепления картера сцепления
Болт крепления опоры вилки выключения сцепления
Болт крепления усилителя картера сцепления
Болт крепления стартера
Гайка крепления впускной трубы
Болт крепления передней крышки головки блока цилиндров
Болт крепления шкива насоса охлаждающей жидкости
Болт крепления насоса охлаждающей жидкости к крышке цепи
Гайка крепления выпускного коллектора
Гайка крепления ресивера
Гайка крепления верхнего и нижнего кронштейнов генератора
Болт крепления поддона картера (при обеспечении герметичности допускается до 0,6)
Болт крепления натяжного ролика
Болт крепления крышки головки (при обеспечении герметичности допускается до 0,3)
Болт крепления сальникодержателя
Болт топливной системы
Болт индуктивных датчиков
Болт хомута регулятора холостого хода
Двигатель ЗМЗ-402. 10, ЗМЗ-4021.10
10, ЗМЗ-4021.10
Болт крепления кронштейна передней опоры двигателя
Гайка крепления кронштейна на передней опоре двигателя
Болт крепления крышки распределительных шестерен
Гайка крепления крышки распределительных шестерен
Гайка крепления крышки коробки толкателей
Гайка крепления головки блока цилиндров
Болт крепления крышки отверстия водяной рубашки головки блока цилиндров
Гайка крепления скобы для подъема двигателя
Гайка болта шатуна
Стопорная гайка крепления крышки шатуна
Гайка крепления маховика
Болт крепления шкива коленчатого вала
Гайка крепления держателя заднего сальника
Болт крепления упорного фланца распределительного вала
Болт крепления шестерни распределительного вала
Болт крепления трубки смазки распределительных шестерен
Гайка крепления стойки оси коромысел
Болт крепления крышки коромысел
Гайка крепления коллектора к впускной трубе
Гайка крепления газопровода
Гайка крепления поддона картера
Болт крепления крышки и патрубка масляного насоса
Гайка крепления масляного насоса
Болт крепления привода датчика-распределителя
Гайка крепления масляного фильтра
Гайка крепления карбюратора
Болт крепления топливного насоса
Гайка крепления фильтра тонкой очистки топлива
Болт крепления крышки корпуса термостата
Гайка крепления распределительного патрубка
Болт крепления крышки корпуса насоса охлаждающей жидкости
Гайки крепления насоса
Болт крепления шкива насоса
Болт крепления нижней части картера сцепления
Болт крепления верхней части картера сцепления
Гайка крепления верхней части картера сцепления
Болт крепления сцепления к маховику
Гайка крепления кронштейна генератора
Гайка крепления генератора
Болт крепления планки генератора
Гайка крепления стартера
Гайка крепления крышек коренных подшипников
Гайка крепления карбюратора
Гайка крепления воздушного фильтра
Гайка крепления экрана подогрева воздуха
Болт крепления вентилятора
Болт крепления кронштейна к крышке головки блока
Гайка регулировочная наконечника троса
Гайка регулировочного болта рычагов педали дроссельных заслонок
Болт крепления передних опор двигателя
Гайка крепления передних опор двигателя
Болт крепления задней опоры двигателя
Гайка крепления приемной трубы к коллектору
Гайка стремянок крепления приемных труб
Гайка стремянок крепления промежуточной трубы к глушителю
Гайка крепления кронштейна к коробке передач
Гайка крепления кронштейна к тройнику приемных труб
Гайка крепления глушителя к выхлопной трубе
Болт крепления кронштейна глушителя к полу
Гайка стремянок крепления выхлопной трубы к резонатору
Гайка крепления подвески резонатора
Гайка крепления наконечника
Привод выключения сцепления
Болт крепления рабочего цилиндра сцепления
Гайка крепления оси толкателя педалей сцепления и тормоза
Коробка передач (4- и 5- ступенчатая)
Болт крепления механизма переключения передач и крышки переднего подшипника
Гайка крепления удлинителя
Шпилька крепления удлинителя
Болт крепления штуцера ведущей шестерни привода спидометра
Гайка крепления коробки передач к картеру сцепления
Шпилька крепления коробки передач к картеру сцепления
Выключатель света заднего хода
Пробка фиксатора механизма переключения передач
Винт крепления поддона
Болты крепления картеров
Болты крепления пластины фиксаторов штоков к заднему картеру
Болты крепления оси промежуточной шестерни к картеру
Колпак рычага механизма переключения передач
Карданный вал и задний мост
Крепление карданного вала к заднему мосту
Крепление промежуточной опоры к поперечине
Гайка ведущей шестерни заднего моста
Болт крепления тормоза и полуоси
Гайка крепления ведомой шестерни
Болт крепления крышки картера заднего моста
Болт крепления крышки подшипника дифференциала
Болты и гайки крепления осей верхних рычагов
Палец нижних рычагов передней подвески
Гайка пальца резьбовой втулки стойки передней подвески
Болт скобы пальца оси нижних рычагов передней подвески
Гайка крепления кронштейна двигателя
Гайка крепления нижнего конца амортизатора
Гайка крепления буфера хода сжатия
Гайка крепления щита тормоза к поворотному кулаку
Болт крепления передней подвески к лонжерону
Гайка оси верхних рычагов передней подвески
Болт крепления верхних рычагов к опоре буфера
Колпак ступицы переднего колеса
Гайка крепления хомутов рулевых тяг
Гайка крепления шарнира рулевой трапеции
Болт крепления поворотного кулака, рычага и кронштейна
Болт крепления кронштейна маятникового рычага
Гайка крепления верхнего конца амортизатора
Гайка крепления нижнего конца амортизатора
Гайка крепления пальцев переднего конца рессор и пальцев серьги рессор
Гайка стремянок крепления рессор
Гайка резервуара амортизатора
Гайка клапана отдачи
Гайка клапана сжатия
Гайка крепления уплотнителя
Болт крепления колонки рулевого управления
Гайка крепления картера рулевого механизма
Гайка крепления сошки
Гайка крепления рулевого колеса
Гайка крепления вилки карданного шарнира рулевой колонки
Болты крепления крышек к картеру рулевого механизма
Болт крепления скобы переднего тормоза
Болт крепления направляющего пальца скобы переднего тормоза
* Предварительный момент затяжки. Потом дотянуть гайку до ближайшего совпадения ее прорези с отверстием под шплинт. Дотягивание гайки более чем на одну прорезь, а также отвертывание гайки для совмещения прорези с отверстием не допускается.
Потом дотянуть гайку до ближайшего совпадения ее прорези с отверстием под шплинт. Дотягивание гайки более чем на одну прорезь, а также отвертывание гайки для совмещения прорези с отверстием не допускается.
Момент затяжки шатунов умз 4216
Моменты затяжки резьбовых соединений ГАЗель.
| Моменты затяжки кгс • м | |
| Свечи зажигания | 3,0–3,5 |
Двигатели ЗМЗ-402.
| 8,3–9,0 | |
| Гайки крепления болтов шатунов | 6,8–7,5 |
| Гайки крепления крышек коренных подшипников | 10,0–11,0 |
| Гайки крепления маховика | 7,6–8,3 |
| Гайки крепления картера сцепления к блоку цилиндров | 2,8–3,6 |
| Болт шкива коленчатого вала | 17–22 |
| Болты крепления нажимного диска сцепления | 2,0–2,5 |
| Гайки крепления впускного трубопровода и выпускного коллектора | 1,5–3,0 |
| Гайки крепления поддона картера | 1,2–2,0 |
| Болт крепления датчика-распределителя зажигания | 0,6–0,8 |
Двигатели ЗМЗ-405, -406.
окончательная затяжка
13,0–14,5
Двигатели УМЗ-4215.
| Гайки крепления крышек коренных подшипников | 12,5–13,6 |
| Гайки болтов крышек шатунов | 6,8–7,5 |
| Гайки крепления стоек оси коромысел | 3,5–4,0 |
| Штуцер крепления масляного фильтра | 8,0–9,0 |
| Масляный фильтр | 2,0–2,5 |
| Гайки крепления головки блока цилиндров | 9,0–9,4 |
| Гайки крепления поддона картера | 1,0–1,2 |
| Болты крепления маховика | 8,0–9,0 |
| Болты крепления диска сцепления | 2,0–3,0 |
Трансмиссия.
| 20–28 | |
| Болты крепления картеров коробки передач | 1,4–1,8 |
| Болты крепления переднего и заднего картеров и крышек раздаточной коробки* | 1,2–1,8 |
| Гайки крепления карданной передачи к раздаточной коробке*, переднему* и заднему мостам | 2,7–3,0 |
| Болт крепления шлицевой вилки заднего карданного вала** | 5,0–5,6 |
| Гайки крепления ведущих фланцев переднего моста* | 11–12,5 |
| Гайки крепления рычага поворотного кулака* | 11–12,5 |
| Гайки крепления цапфы* | 11–12,5 |
| Болты крепления редуктора заднего моста с балкой типа банджо | 5,5–7,0 |
| Гайка крепления фланца ведущей шестерни переднего и заднего мостов | 16,0–20,0 |
Ходовая часть.
| 12,0–15,0 | |
| Гайки стремянок рессор | 12,0–15,0 |
| Гайки резервуара амортизаторов | 9,0–15,0 |
| Гайки крепления колес | 30,0–38,0 |
| Гайки стопорных штифтов шкворней поворотных кулаков* | 3,2–3,6 |
Рулевое управление.
| 7,0–10,0 | |
| Болты крепления поворотных рычагов к поворотным кулакам | 11,0–12,5 |
| Болты хомутов поперечной рулевой тяги | 1,4–1,8 |
| Гайки крепления кронштейна рулевого механизма к лонжерону | 2,8–3,6 |
| Болты крепления рулевого механизма к кронштейну | 4,4–6,2 |
| Гайка крепления рулевого колеса | 6,5–8,0 |
| Гайка крепления рулевой сошки | 10,5–14,0 |
| Гайки крепления клиньев карданных вилок | 1,8–2,5 |
Тормозное управление.
| 10,0–12,5 | |
| Болты крепления тормозных щитов | 5,0–6,2 |
| Болты крепления колесных цилиндров | 1,4–2,0 |
| Гайки крепления главного цилиндра к вакуумному усилителю | 2,4–3,6 |
| Гайки крепления вакуумного усилителя | 1,2–1,7 |
Кузов фургонов и автобусов.
Блок цилиндров двигателя УМЗ-4216 отлит из алюминиевого сплава заодно с чугунными гильзами цилиндров. Номинальный диаметр гильз 100 мм. Для более равномерного охлаждения гильз в межцилиндровых перемычках блока предусмотрены протоки для прохода охлаждающей жидкости.
Блок цилиндров, головка блока цилиндров, кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Головка блока цилиндров двигателя УМЗ-4216 из алюминиевого сплава со вставленными седлами и направляющими втулками клапанов. Блок цилиндров и головка блока разделены прокладкой из асбестового полотна, армированного металлическим каркасом. Толщина прокладки в сжатом состоянии 1,5 мм. Для совмещения отверстий подвода масла на блоке цилиндров и прокладке, она должна устанавливаться выступом в сторону картера сцепления.
Каталожные номера деталей и узлов блока цилиндров двигателя УМЗ-4216.
После обкатки автомобиля, через 2000 километров пробега, и после каждого снятия головки блока цилиндров необходимо производить подтяжку гаек крепления головки с использованием динамометрического ключа. Подтяжку надо производить только на холодном двигателе.
Для обеспечения равномерного и плотного прилегания прокладки к головке блока и на блок цилиндров, затяжку гаек производить в последовательности указанной на рисунке ниже, в два приема. Первый раз — предварительно с меньшим усилием, момент затяжки 5,0-6,5 кгсм, второй раз — окончательно, момент затяжки 9,0-9,5 кгсм.
Порядок подтяжки гаек головки блока цилиндров двигателя УМЗ-4216.
Каталожные номера деталей и узлов головки блока цилиндров двигателя УМЗ-4216.
Кривошипно-шатунный механизм двигателя УМЗ-4216, устройство.
Коленчатый вал двигателя УМЗ-4216 пятиопорный, отлит из высокопрочного чугуна. В шатунных шейках имеются полости для дополнительной центробежной очистки масла. Моторное масло от коренных шеек в полости шатунных подводиться через сверленые каналы. К коренным шейкам масло поступают из каналов блока цилиндров. Передний конец коленчатого вала уплотняется самоподжимным сальником, работающим по наружной поверхности ступицы шкива коленчатого вала.
Передний конец коленчатого вала двигателя УМЗ-4216.
Усилие, направленное вдоль оси коленчатого вала при выключении сцепления, воспринимается упорными подшипниками, установленными на передней опоре коленчатого вала. Задний конец коленчатого вала также уплотняется самоподжимным сальником, работающим по цилиндрическому хвостовику диаметром 80 мм.
Уплотнение заднего конца коленчатого вала двигателя УМЗ-4216 с элементами уплотнения картера сцепления.
Каталожные номера деталей и узлов кривошипно-шатунного механизма двигателя УМЗ-4216.
Вкладыши коренных и шатунных подшипников коленчатого вала.
Вкладыши подшипников коленвала изготовлены из стальной ленты, залитой антифрикционным сплавом на основе алюминия.
Маховик.
Маховик двигателя УМЗ-4216 чугунный, со стальным зубчатым венцом для пуска двигателя стартером, крепиться к торцу коленчатого вала семью самостопорящимися болтами. Коленчатый вал отбалансирован в сборе с маховиком и сцеплением.
Шатуны.
Шатуны стальные, кованые, двутаврового сечения. В верхние головки шатунов запрессованы тонкостенные втулки из оловянистой бронзы. Для смазки поршневого пальца в верхней головке шатуна имеется отверстие, совпадающее с отверстием во втулке. Стопорение гаек шатунных болтов и шпилек крепления крышек коренных подшипников выполнено анаэробным герметиком. В случае разборки указанных соединений необходимо тщательно удалить нанесенный герметик. При сборке на резьбовые части болта следует нанести свежий герметик и произвести затяжку соединения.
Поршневые пальцы.
Плавающего типа, пустотелые, стальные.
Поршни двигателя УМЗ-4216.
Поршни выполнены из алюминиевого сплава. В верхней части поршня имеется три канавки для поршневых колец. Юбка поршня в горизонтальном сечении имеет овальную форму. Большая ось овала перпендикулярна оси бобышек под поршневой палец. В вертикальном сечении юбка имеет так называемый бочкообразный профиль.
Поршневые кольца.
Устанавливаются по три на каждом поршне. Два компрессионных и одно маслосъемное. Кольца изготовлены из специального чугуна. Наружная поверхность верхнего компрессионного кольца имеет бочкообразный профиль и хромовое покрытие. Второе компрессионное кольцо имеет фосфатное покрытие темного цвета. На верхнем торце кольца имеется метка TOP. Рабочая поверхность кольца коническая с большим диаметром у нижнего торца кольца. Угол наклона образующей конуса 1 градус -1 градус 50 минут.
Маслосъемное кольцо с двумя хромированными выступами на рабочей поверхности. Маслосъемное кольцо имеет радиальный расширитель в виде браслетной пружины. При установке колец на поршень стыки колец должны быть разведены по отношению друг к другу на 120 градусов.
Момент затяжки гаек 4216, диаметр гильз 100мм
на всякий случай последовательность затяжки гаек ГБЦ ЗМЗ 402
Моменты резьбовых затяжек 406 моторный газ. Повторная протяжка ГБЦ. Работы, выполняемые с правой стороны автомобиля.
Страница 1 из 2
Головка блока снимается с ресивером и выпускным коллектором.
В случае снятия головки блока с двигателя, установленного на автомобиле, необходимо предварительно выполнить операции, указанные в подразделе «Снятие и установка двигателя».
Так же можете посмотреть статью — «Замена прокладки ГБЦ».
Затем отсоедините переднюю выхлопную трубу от выпускного коллектора, отсоедините шланг от корпуса дроссельной заслонки, снимите впускную трубу радиатора, снимите генератор.
Снимите распределительные валы.
Ослабьте зажимы 1 и отсоедините шланги 2 и 3 от штуцеров корпуса дроссельной заслонки.
Снимите термостат с корпусом.
Снимите свечи зажигания.
Выкрутить болты 1 крепления головки блока. Снимите болты 1 и шайбы.
Снимите головку блока цилиндров и прокладку головки.
Не вставляйте отвертки или другие инструменты между головкой блока и блоком цилиндров, так как это может повредить поверхность головки блока цилиндров, прилегающую к блоку цилиндров.
Разборка
1. Открутите гайки 1 и снимите экран 5 датчика фаз, кронштейн 2 для подъема двигателя и выпускной коллектор 6.
Снимите прокладки выпускного коллектора. Выкрутите болт 3 и снимите 4-х фазный датчик.
Выкрутить датчики аварийного давления масла 7 и манометр 8.
2. Ослабьте хомут 1 и снимите шланг с патрубка регулятора холостого хода.
Отверните гайки 2 и снимите резервуар 3 с впускной трубы.
Снимите прокладку бачка.
3. Отвинтить гайки 1 и снять впускной патрубок 2 вместе с форсунками и топливопроводом.
Снимите прокладку впускной трубы.
Выкрутите болты 1 и снимите заднюю крышку 2 головки блока.
Снимите прокладку крышки.
Вынуть гидротолкатели 1 для клапанов.
Гидравлические толкатели удобнее снимать с помощью магнита или присоски.
Гидравлические толкатели нельзя менять местами, поэтому перед снятием их необходимо пометить, чтобы их можно было установить на место во время сборки.
Гидравлические толкатели следует хранить в том же положении, в котором они находятся на клапанах, чтобы из них не вытекало масло.
Установите компрессор пружины клапана на головку блока.
Сжав пружины клапана с помощью инструмента, снимите 2 сухари клапана.
Затем, постепенно уменьшая давление на ручку устройства, полностью отпустите пружины клапана.
Снимите инструмент с головки блока. Снимите пластину пружины клапана 3. Затем снимите внешнюю и внутреннюю пружины клапана.
Снять уплотнение штока клапана 1.
7. Подцепите отверткой и снимите опорную шайбу 1 с пружин клапана.
8. Снимите вентиль со стороны камеры сгорания.
9. Таким же образом снимите остальные клапаны.
Перед снятием отметьте все клапаны, чтобы их можно было собрать во время сборки.
avtomechanic.ru
Ремонт ГБЦ ЗМЗ-405, ЗМЗ-406
Страница 1 из 2
Ремонтируем ГБЦ при капитальном ремонте двигателя и при замене прокладки ГБЦ.
Очень важно отремонтировать головку после перегрева мотора. При перегреве могут возникнуть дефекты, которые не видны визуально. Поэтому нужно аккуратно выполнять все операции по ремонту ГБЦ.От этого во многом зависит работа двигателя. А это сэкономит вам ненужную работу и затраты.
Снятие ГБЦ смотрим в статье «Замена прокладки ГБЦ».
Разборка
1. Отверните гайки 1 и снимите щиток датчика фаз 5, скобу 2 для подъема двигателя и выпускной коллектор 6. Снимите прокладки выпускного коллектора. Выкрутите болт 3 и снимите 4-х фазный датчик. Открутить датчики аварийного давления масла 7 и манометр 8. | 2. Ослабьте зажим 1 и снимите шланг с штуцера регулятора холостого хода. Отверните гайки 2 и снимите резервуар 3 с впускного патрубка. Снимите прокладку бачка. |
3. Открутите гайки 1 и снимите впускной патрубок 2 вместе с форсунками и топливопроводом (на фото не показаны). Снимите прокладку впускной трубы. | 4. Выкрутите болты 1 и снимите заднюю крышку 2 головки блока. |
| Снимите прокладку крышки. | 5. Снимите гидрораспределители гидравлических толкателей 1. Гидравлические толкатели удобнее снимать с помощью магнита или присоски. |
Гидравлические толкатели нельзя менять местами, поэтому перед снятием их необходимо пометить, чтобы их можно было установить на место во время сборки. Гидравлические толкатели следует хранить в том же положении, в котором они находятся на клапанах, чтобы из них не вытекало масло. | Если конструкция съемника не предусматривает упора клапана, поместите под него подходящий упор. |
Сожмите пружины осушителем. Чтобы пружинная пластина легче отрывалась от сухарей, можно слегка ударить молотком по упорным сошкам сушильной машины. | |
Снимите заглушку с помощью съемника … | |
Подсоедините отверткой и снимите опорную шайбу пружины клапана 1. | Переворачиваем головку блока цилиндров и вынимаем клапан, размечая место его установки, чтобы при последующей сборке клапан упал на исходное место.Аналогичным образом снимаем и помечаем остальные клапаны. |
Выдавить изношенные направляющие клапана оправкой. | Отверните пробки масляных каналов шестигранным ключом «8». |
autoruk.ru
повторная протяжка ГБЦ
И снова здравствуйте 🙂 Однако меня часто спрашивают: «Нужна ли протяжка второй ГБЦ? ». Многие считают, что голову надели, затянули и больше не трогают.
В процессе моей довольно продолжительной работы мотористом, а это уже более четверти века, я на собственном опыте убедился, что если лень протягивать голову через время, установленное для ее натягивания, потом через время, а это во многом зависит от стиля вождения водителя и пройденного расстояния сразу, надо стрелять.
Обычно прокладка сгорает в течение года, а если человек выезжает на большие расстояния, то через месяц. Поэтому мой совет такой: с не вытянутой головой далеко ходить нельзя, иначе придется снимать ее в дороге.Но знаете, я заметил, что если оборудование пришло прямо с завода, то после набора пробега на протяжку головки слабеют редко. Не исключено, что материал, из которого ставится прокладка, другой.
Так сколько времени нужно, чтобы тянуть ГБЦ? В среднем через тысячу км. пробег. Об этом написано в инструкции и это подтверждено практикой. В инструкции так. также написано, что через десять тысяч надо еще раз растянуть или проверить протяжку головы.
Ну в большинстве случаев хватало одной протяжки. Но редко, конечно, но были случаи, что при выгорании прокладки голова была слабой даже после одной протяжки. На мой взгляд все зависит от материала прокладок ГБЦ, который сильно сжимается, а какой совсем не провисает.
Физика этого явления, а именно ослабления протяжки головки, очевидна. Обычно головки цилиндров алюминиевые, а болты или шпильки по-прежнему стальные. При нагревании алюминия коэффициент расширения больше, чем у стали, а при нагревании двигателя головка расширяется и сжимает прокладку как пресс, а при остывании также отпускает прокладку, и болты есессно ослаблен.
Есть правило: горячий двигатель нельзя растягивать, только холодный. Подскажу список двигателей, которые нужно растянуть из своего опыта, с которым я имел дело, а именно: zmz405,406,409. двигатели ЗМЗ-402, УАЗ 417.421. Двигатели ЗМЗ 511,512,523, ЗИЛ-130, Урал.
О других не скажу, но обычно у ВАЗов головы тонут редко. Про иномарки тоже ничего сказать не могу, потому что я их не много перебрал, и напрасно ебать не хочу. На этом пока все.
Это еще не все.Чтобы не мучиться многократной протяжкой головки, приходится разбирать почти половину двигателя, чтобы убедиться, что он не ослабел, а иначе это случилось. Зависит от материала прокладки. Сразу не угадаешь.
Чтобы головы повторно не растягивали, можно поставить металлический пакет. Вы можете прочитать об этом здесь. И хотя я писал об УАЗ-патриоте, это может относиться ко многим двигателям. Удачи, друзья!
gazung.ru
Моменты затяжки основных резьбовых соединений ЗМЗ 402, ЗМЗ-4021, ЗМЗ-4062
Болт крепления крышки шестерни привода ГРМ 11-16 (1.1-1.6) Гайка крепления крышки зубчатого привода распределителя 12-18 (1,2-1,8) Гайка крепления крышки толкателя 12-18 (1,2-1,8) Гайка крепления головки блока цилиндров 85-90 (8,5-9,0) Болт крепления задней крышки головки блока цилиндров 11- 16 (1,1-1,6) Гайка болта крышки шатуна 68-75 (6,8-7,5) Гайка маховика 78-83 (7,8-8,3) Болт крепления шкива коленчатого вала 11-16 (1,1-1,6) Стяжной болт (храповик) коленчатого вала 170-220 (17-22) распредвала упорного фланец болт крепления 11-16 (1,1-1,6) распредвал болта крепления 55-60 (5,5-6,0) Коромысло вала гайки крепления 35-40 (3.5- 4,0) Болт крышки коромысла 4,5-8,0 (0,45-0,8) Гайка выпускного коллектора к впускной трубе 44-56 (4,4-5,6) Гайка крепления впускной трубы и выпускного коллектора к головке блока 40-56 (4,0-5,6 ) Гайка крепления масляного картера 12-15 (1,2-1,5) Гайка крепления масляного насоса 18-25 (1,8-2,5) Болт крепления привода распределителя зажигания 6,0-8,0 (0,6-0,8) Гайка крепления крышки коренного подшипника 100-110 (10-11 ) стопорная гайка масляного фильтра 12-18 (1,2-1,8) Болт крепления топливного насоса 12-18 (1,2-1,8) Гайка крепления фильтра тонкой очистки топлива 12-18 (1,2-1,8) Гайка крепления водяного насоса 18-25 (1.8-2.5) Болт крепления шкива водяного насоса 12-18 (1,2-1,8) Болт крепления корпуса сцепления 28-36 (2,8-3,6) Гайка крепления корпуса сцепления 40-56 (4,0-5,6) Болт крепления нажимного диска сцепления 20-25 ( 2,0-2,5) Гайка крепления кронштейна генератора 44-62 (4,4-6,2)
Гайка крепления генератора 44-56 (4,4-5,6) Свеча зажигания 30-40 (3,0-4,0) Болт крепления вентилятора 14-18 (1,4-1,8)
Болт крышки коренного подшипника 100-110 (10,0-11,0) Гайка болта крышки шатуна 68-75 (6,8-7,5) Болт маховика 72-80 (7,2-8,0) Болт крепления головки блока цилиндров:
— первая ступень 40-60 (4.0-6,0) — вторая ступень 130-145 (13,0-14,5) Болт крепления крышки распределительного вала 19-23 (1,9-2,3) Болт крепления коленчатого вала Вал (трещотка) 104-128 (10,4-12,8) Болт шестерни распределительного вала 56-62 (5,6 -6.2) Гайка впускной трубы 29-36 (2.9-3.6) Стопорный болт передней крышки головки блока цилиндров 22-27 (2.2-2.7) Стопорный болт шкива водяного насоса 22-27 (2.2-2.7) Стопорный болт водяного насоса 22-27 (2.2 -2, 7) Болт крепления шестерен промежуточного вала 22-27 (2.2-2.7) Гайка крепления ресивера к впускному патрубку 19-23 (1.9-2.3) Гайка крепления выпускного коллектора 20-25 (2.0-2,5) Болт крепления масляного картера 12-18 (1,2-1,8) при обеспечении затяжки допускается крутящий момент 6 Н · м (0,6 кгс · м)
Болт крепления крышки ГБЦ 5,0-8,0 (0,5-0,8) при обеспечении герметичности допускается крутящий момент 3 Нм (0,3 кгс · м). Болт крепления держателя манжеты 12-18 (1,2- 1,8) Болт крепления топливопровода с форсунками 5,0-8,0 (0,5-0,8) Болт крепления индукционных датчиков 5,0-8,0 (0,5-0,8) Свеча зажигания 31- 38 (3,1-3,8) Болт крепления стартера 67-75 (6,7-7,5) Гайка крепления кронштейна генератора 12-18 (1.2-1.8) Болт крепления нажимного диска сцепления 20-25 (2, 0-2,5) Болт крепления корпуса сцепления 42-51 (4,2-5,1) Болт крепления усилителя корпуса сцепления 29-36 (2,9-3,6) Болт крепления опоры вилки сцепления 42 -51 (4,2-5,1)
Прочие соединения
Гайка зажима трубки рулевой тяги 15-18 (1,5-1,8) Штифт переднего нижнего рычага 180-200 (18-20) Гайка оси переднего верхнего рычага 70-100 (7,0-10,0 ) Гайка штифта резьбового соединения 120-200 (12,0-20,0) Болт и гайка оси верхних рычагов 44-56 (4,4-5,6) Болт крепления колеса 100-120 (10-12) Гайка крепления фланец ведущей шестерни заднего моста 160-200 (16-20) Болт крепления передней подвески к кузову 125-140 (12.5-14) Гайка крепления рулевого механизма 50-60 (5,0-6,0) Гайка крепления рулевого колеса 65-75 (6,5-7,5) Гайка крепления сошки рулевого механизма 105-120 (10,5-12) Болт для крепления кронштейна маятника 50-62 (5,0-6,2) Болт и гайка для крепления рулевой колонки к панели приборов 12-18 (1,2-1,8) Гайка клина рулевого механизма 18-25 (1,8-2,5) Всасывание насоса гидроусилителя рулевого управления порт 32-40 (3.2-4.0) Стяжной болт клапана встроенный гидроусилитель рулевого управления 80-100 (8.0-10.0) Верхняя и нижняя гайка наклона Встроенные фитинги для шлангов гидроусилителя рулевого управления 44-62 (4.4-6.2) Гайка верхних и нижних концах интегрированного гидроусилителя рулевого управления шлангом под давлением 44-62 (4.4-6.2) Гайка сливного шланга из встроенного усиленного рулевого механизма 44-62 (4.4-6.2) Гайка для подключения наконечника подающего шланга и шлангов силового цилиндра отдельного усиленного рулевого механизма 32-40 (3.2-4.0) Болт-объединение сливного шланга встроенных усиленного рулевого механизма (80-100 8,0-10,0) Монтаж болт поворотного кулака, рычага и кронштейна 80-100 (8.0-10.0) Ограничитель поворота 80-100 (8.0-10.0) Гайка крепления оси толкателя педали тормоза и сцепления 32-36 (3.2-3.6) Болт крепления заднего тормозного щита 65-80 (6,5-8,0) Болт крепления суппорта переднего тормоза 110-125 (11,0-12,5)
Болт крепления цилиндра заднего тормозного колеса 8,0-18,0 (0,8-1,8) Регулятор давления заднего тормоза Стопорная гайка 8,0-18,0 (0,8-1,8) Стопорная гайка главного тормозного цилиндра 24-56 (2,4-5,6) Стопорная гайка вакуумного усилителя 8,0-18,0 (0,8-1,8) Болт крепления задней шлицевой вилки карданный вал 50-56 (5,0-5,6) Гайка для крепления карданного вала к задней оси 27-30 (2,7-3,0) Гайка для крепления промежуточной опоры поперечного элемента к корпусу 27-30 (2.7-3.0) Болт крепления промежуточной опоры к поперечине 12-18 (1.2-1.8) Гайка крепления коробки передач к картеру сцепления 50-62 (5.0-6.2)
Для остальных резьбовых соединений затяжка крутящие моменты следующие:
для М6 — 6–8 Нм (0,6–0,8 кгс · м), для М8 — 14–18 Нм (1,4–1,8 кгс · м), для M10 — 28–36 Н · м (2,8-3,6 кгс · м) для М12 — 50–62 Н · м (5,0-6,2 кгс · м)
Так выглядит затянутый болт 🙂
gaz-autoclub.ru
Замена распредвалов двигателя ЗМЗ-406
Стр. 1 из 2
1.Снимите наконечники свечей зажигания вместе с высоковольтными проводами, катушками зажигания (можно только разъединить разъемы, оставив их на крышке клапана), трос привода дроссельной заслонки и, отсоединив провода от датчиков систем смазки и охлаждения. , снимите жгут проводов с кронштейнов крышки головки блока цилиндров.
2. Слить охлаждающую жидкость и снять верхние шланги радиатора и датчик массового расхода воздуха вместе с воздуховодами.
7. Головкой на 36 установите коленчатый вал в положение ВМТ такта сжатия первого цилиндра, поворачивая его за болт шкива (риск на шкиве коленчатого вала должен совпадать с выступом на передней крышке цилиндра. блока, а отметки на звездочках распредвалов — по верхним краям головки блока).
8. Ключом на 12 отверните четыре болта и снимите переднюю крышку головки блока. 9. Снимите верхний гидронатяжитель (см. Снятие и установка гидронатяжителей). | 10. Используя шестигранный ключ на 6, отверните два винта и снимите верхний демпфер цепи. |
11. Отвинтив два винта шестигранным ключом, снимите демпфер средней цепи. | 12.Ключом на 17 откручиваем болт крепления звездочки выпускного распредвала, удерживая вал ключом на 30. |
13. Снимите звездочку. Аналогичным образом снимаем звездочку со второго распредвала. | 14. Ключом на 12 отверните четыре болта крепления передней крышки распределительного вала. Последовательно на пол-оборота ослабляем затяжку болтов крышки распредвала до тех пор, пока клапанные пружины не перестанут давить на валы и откручиваем болты. |
автомеханик.ru
Снятие и ремонт ГБЦ двигателя ЗМЗ 406
Сливаем охлаждающую жидкость из системы (см. «Замена охлаждающей жидкости»). Снимаем шланги с патрубков термостата или снимаем термостат
(см. «Проверка и замена термостата»). Отсоединяем колодку проводов от датчика положения распредвала
(см. «Проверка и замена датчика положения распредвала»). генератор с его верхним кронштейном (см. «Снятие генератора»).Если демонтируем ГБЦ двигателя ЗМЗ 406 для ремонта или замены, то сначала снимаем впускной коллектор (см. «Замена прокладки впускного коллектора») и выпускной коллектор (см. «Замена прокладок выпускного коллектора»). Если работа выполняется по другому назначению (например, нужно заменить прокладку ГБЦ), то головку можно снять в сборе с впускным коллектором и выпускным коллектором. Снимаем распредвалы (см. «Снятие распредвалов»). Шестигранником «12» откручиваем десять винтов крепления ГБЦ двигателя ЗМЗ 406.
и выверните винты.
Вытаскиваем шайбы из саморезов.
Вынимаем гидроподъемники (см. «Замена гидроподъемников»). отметив их расположение в головке блока цилиндров. Снимаем головку блока цилиндров.
и его прокладка.
Тщательно очищаем сопрягаемые поверхности головки и блока цилиндров от нагара, остатков старой прокладки и герметика. Крепление линейки к плоскости сопряжения ГБЦ.
с помощью набора щупов проверяем плоскостность ГБЦ.Если плоскостность более 0,05 мм, плоскость головки должна быть восстановлена механической обработкой, однако, если плоскостность превышает 0,1 мм, головка не подлежит ремонту.
Ключом на 10 отверните восемь болтов.
снять заднюю крышку ГБЦ с прокладкой.
Устанавливаем осушитель на ГБЦ. Если упор клапана не предусмотрен конструкцией осушителя, поместите под тарелку клапана деревянную колодку. Сжимаем пружины клапана с помощью осушителя.Чтобы пружинная пластина легче отрывалась от сухарей. наносим легкие удары молотком по упорным сошкам сушильного агента.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимите верхнюю пластину и две пружины клапана.
Снимите колпачок слингера с помощью съемника.
и снимите опорную шайбу.
Переворачиваем ГБЦ двигателя ЗМЗ 406 и вынимаем клапан, размечая место его установки, чтобы при последующей сборке клапан упал на исходное место.Аналогичным образом снимаем и помечаем остальные клапаны. Открутите пробки масляных каналов шестигранником на «8».
Для притирочных клапанов.
нанести притирочную пасту на фаску клапана и установить клапан в соответствующую направляющую втулку ГБЦ двигателя ЗМЗ 406.
Закрепляем притирочное устройство на ножке клапана и.
Прижимая клапан к седлу, поверните его попеременно в обоих направлениях.
Продолжаем притирку до тех пор, пока уплотнительная кромка клапана полностью по всей ширине и длине не станет матовой и чистой.
Фаска на седле клапана должна выглядеть так же.
Тряпкой стираем остатки пасты с клапана и седла.
Остальные клапаны шлифуем точно так же. Перед сборкой ГБЦ ЗМЗ 406 керосином или соляркой промываем головку, очищаем масляные каналы от отложений. Затем протрите поверхности чистой тканью и продуйте каналы сжатым воздухом.
Собираем и устанавливаем ГБЦ ЗМЗ 406 в обратной последовательности.Уплотнения штока клапана заменить новыми. Перед установкой клапанов смажьте их штоки моторным маслом.
Удалите остатки масла и охлаждающей жидкости из резьбовых отверстий блока цилиндров для винтов крепления головки.
Нанести герметик на стыковочную плоскость передней крышки блока цилиндров (в зоне контакта с прокладкой головки).
Заменяем прокладку ГБЦ двигателя ЗМЗ 406 на новую. Устанавливая ГБЦ на блок, следите за тем, чтобы она «садилась» на установочные втулки.Перед установкой винтов крепления ГБЦ наносим на их резьбовую часть моторное масло … Винты затягиваем динамометрическим ключом в два этапа, соблюдая последовательность их затяжки. Предварительно затяните их с моментом 50 Нм, затем окончательно — 140 Нм. Порядок затяжки болтов крепления ГБЦ
Установив все снятые детали и агрегаты, заливаем охлаждающую жидкость и заменяем масло в двигателе
Капитальный ремонт ГБЦ ЗМЗ 406, 405, 409 на газ.
Ремонт ГБЦ
note2auto.ru
Протяжка ГБЦ своими руками »АвтоНоватор
Как мы уже выяснили, ГБЦ — одна из важнейших узлов двигателя. Если вы чувствуете себя уверенно и умеете пользоваться сантехническим инструментом, то протяжка цилиндра Головка не составит труда.Осталось решить для чего и как нарисовать ГБЦ.
Когда нужна протяжка ГБЦ
Может не все автолюбители знают, но современным автомобилям профилактическая протяжка ГБЦ не нужна .
Раньше протяжка ГБЦ была обязательным пунктом первого ТО, потом ситуация изменилась. Даже относительно современные ВАЗовские двигатели … Протяжка ГБЦ сегодня требуется в основном для старых моделей двигателей ВАЗ, УАЗ, Москвич и др.
Основная причина, которая наталкивает владельца автомобиля на мысль о необходимости протяжки ГБЦ, — это «мокрота» на стыке головки и блока. Это указывает на существующую утечку масла.
Причин может быть несколько.Самые традиционные: выход из строя прокладки ГБЦ, коробление ГБЦ в результате незаметного для вас перегрева двигателя или изначально неправильно затянутые болты ГБЦ. Если у вас в автосервисе появилась «капиталка».
Как вытащить болты ГБЦ
Из исследования. Это из изучения Пособия по ремонту вашего автомобиля, желательно оригинального. Именно там производитель указывает все, что нужно для затяжки ГБЦ.Но необходимо знать:
- порядок (схема) затяжки болтов крепления ГБЦ;
- какой крутящий момент требуется;
- какие болты используются для затяжки ГБЦ.
Болты для затяжки ГБЦ — это особый разговор. Дело в том, что в современных двигателях для ГБЦ используются болты с особыми характеристиками. Так называемые «пружинные» болты, которые в силу своих свойств после первоначального натяжения на заводе не нуждаются в дополнительных.
Более того, при попытке выдернуть болты ГБЦ из-за «текучести» металла они будут растягиваться. В результате можно получить поломку болта.
При ремонте ГБЦ нужно ставить неусадочные прокладки. Это избавляет от необходимости тянуть болты крепления головки блока цилиндров.
Но, если вы уже решили, что протяжка болтов ГБЦ вам крайне необходима, то делать это нужно «мануалом» от производителя и с помощью динамометрического ключа.Движение в движении, цифра в цифру. Самодеятельность по принципу «резерв» здесь не нужна.
Контроль затяжки ГБЦ
Чтобы душа оставалась спокойной, и как только вы решите протянуть болты головки блока цилиндров, существует метод контроля момента затяжки болтов ГБЦ. Естественно с помощью динамометрического ключа.
К болту прилагается момент, равный моменту отрыва болта. После начала поворота нужно контролировать момент старта.Если не увеличился, значит все в порядке, болт начал растягиваться.
Если момент начинает увеличиваться, это означает, что болт не достиг предела текучести. Здесь нужно затягивать болт ГБЦ до стабилизации момента затяжки.
Проверяя затяжку болтов крепления головки блока цилиндров, обратите внимание на два момента. Если к болту приложен крутящий момент 20 кг / см, но предел текучести не достигнут, то болт необходимо заменить, так как он имеет повышенную прочность.
Если в момент затяжки болта вы увидели, что момент уменьшается, то это означает разрушение болта, и он обязательно требует замены.
Такие требования к болтам ГБЦ объясняются просто: они работают в режиме постоянного нагрева — охлаждения.
Удачи, и пусть самодельная затяжка болтов головки блока цилиндров будет успешной.
И снова здравствуйте 🙂 Однако меня часто спрашивают «а нужно ли заново протягивать ГБЦ?».Многие считают, что голову надели, затянули и больше не трогают.
В процессе моей довольно продолжительной работы мотористом, а это уже более четверти века, я на собственном опыте убедился, что если лень протягивать голову через время, установленное для ее натягивания, потом через время, а это во многом зависит от стиля вождения водителя и пройденного расстояния сразу, надо стрелять.
Обычно прокладка сгорает за год, а если человек выезжает на большие расстояния, то за месяц.Поэтому мой совет такой: с не вытянутой головой далеко ходить нельзя, иначе придется снимать ее в дороге. Но знаете, я заметил, что если оборудование пришло прямо с завода, то после набора пробега на протяжку головки слабеют редко. Не исключено, что материал, из которого ставится прокладка, другой.
Так сколько времени нужно, чтобы тянуть ГБЦ? В среднем через тысячу км. пробег. Об этом написано в инструкции и это подтверждено практикой.В инструкции так. также написано, что через десять тысяч надо еще раз растянуть или проверить протяжку головы.
Ну в большинстве случаев хватало одной протяжки. Но редко, конечно, но были случаи, что при выгорании прокладки голова была слабой даже после одной протяжки. На мой взгляд, все зависит от материала прокладки ГБЦ, которая сильно усаживается и совсем не прогибается.
Физика этого явления, а именно ослабления протяжки головки, очевидна.Обычно головки цилиндров алюминиевые, а болты или шпильки по-прежнему стальные. При нагревании алюминия коэффициент расширения больше, чем у стали, а при нагревании двигателя головка расширяется и сжимает прокладку как пресс, а при остывании также отпускает прокладку, и болты есессно ослаблен.
Есть правило: горячий двигатель растягивать нельзя, только холодный. Подскажу список двигателей, которые нужно растянуть из своего опыта, с которым я имел дело, а именно: zmz405,406,409.двигатели ЗМЗ-402, УАЗ 417.421. Двигатели ЗМЗ 511,512,523, ЗИЛ-130, Урал.
О других не скажу, но обычно у ВАЗов головы тонут редко. Про иномарки тоже ничего сказать не могу, потому что я их не много перебрал, и напрасно ебать не хочу. На этом пока все.
Итак, каков наш вывод? Но к чему! головы вовремя протянуть! Иначе прокладки сгорят дотла!
Это еще не все. Чтобы не мучиться многократной протяжкой головки, приходится разбирать почти половину двигателя, чтобы убедиться, что он не ослабел, а иначе это случилось.Зависит от материала прокладки. Сразу не угадаешь.
Чтобы головы повторно не растягивали, можно поставить металлический пакет. Вы можете прочитать об этом. И хотя я уже писал об УАЗе-патриоте, это может относиться ко многим двигателям. Удачи, друзья!
Для притирки клапанов …
Наносим притирочную пасту на фаску клапана и устанавливаем клапан в соответствующую направляющую втулку ГБЦ ДВС ЗМЗ 406.
Закрепляем притирочное устройство на ножке клапана и …
… прижимая клапан к седлу, поверните его попеременно в обоих направлениях.
Продолжаем притирку до тех пор, пока уплотнительная кромка клапана полностью по всей ширине и длине не станет матовой и чистой.
Фаска на седле клапана должна выглядеть так же.
Тряпкой стираем остатки пасты с клапана и седла.
Остальные клапаны шлифуем таким же образом. Перед сборкой ГБЦ ЗМЗ 406 керосином или соляркой промываем головку, очищаем масляные каналы от отложений.Затем протираем поверхности чистой тряпкой и продуваем каналы сжатым воздухом.
Собираем и устанавливаем ГБЦ ЗМЗ 406 в обратной последовательности. Заменяем сальники стержней клапана на новые. Перед установкой клапанов смажьте их штоки моторным маслом.
Удалите остатки масла и охлаждающей жидкости из резьбовых отверстий блока цилиндров для болтов крепления головки.
Нанести герметик на стыковочную плоскость передней крышки блока цилиндров (в зоне контакта с прокладкой головки).
Заменяем прокладку ГБЦ двигателя ЗМЗ 406 на новую. Устанавливая ГБЦ на блок, следите за тем, чтобы она «садилась» на установочные втулки. Перед установкой винтов крепления ГБЦ смажьте их резьбовую часть моторным маслом.
Закручиваем винты динамометрическим ключом в два этапа, соблюдая последовательность их затяжки. Предварительно затяните их с моментом 50 Нм, затем окончательно — 140 Нм.
Порядок затяжки болтов крепления ГБЦ
Установив все снятые детали и агрегаты, заливаем охлаждающую жидкость в систему охлаждения и заменяем масло в двигателе
Затяжка болтов крепления головки блока цилиндров — важная часть ремонтных работ, пренебрегать которой нельзя.Этому вопросу стоит уделить внимание, особенно если речь идет об автомобиле ГАЗ 53. Предлагаем вам узнать, какой момент затяжки ГБЦ ГАЗ 53 и какой порядок затяжки винтов при ремонте.
[Скрыть]
Когда нужно затягивать?
Не каждый автолюбитель осознает важность этого нюанса. И не все водители понимают, что нужно соблюдать порядок затяжки штифтов. Этот момент важен, и пренебрегать им не рекомендуется.Если вы являетесь владельцем ГАЗ 53 и неправильно затянули винты ГБЦ, это может вызвать другие неисправности. Соответственно, ремонт двигателя повлечет за собой большие деньги.
Грузовик ГАЗ 53
Десять лет назад процедуру в автомобиле проводили специалисты по обслуживанию автомобилей. В законодательство внесены изменения, согласно которым данная процедура отменена. Теперь закручивание винтов — головная боль автовладельца. В каких случаях это нужно делать?
- Если вы заметили, что из-под ГБЦ течет расходный материал, а именно моторное масло.В некоторых случаях это может быть результатом механического повреждения прокладки головки блока цилиндров. Или прокладка могла просто изнашиваться. Но иногда утечка масла возникает в результате ослабления винтов головки блока цилиндров.
- Если вы разбираете двигатель своего ГАЗ 53. При сборке и установке ГБЦ в любом случае необходимо соблюдать момент и порядок затяжки винтов. Если этого не сделать, то при длительной эксплуатации ГБЦ может произойти ее деформация.
Если вы видите, что болты можно затянуть, значит, это необходимо сделать.Винты ГБЦ в процессе эксплуатации автомобиля могут откручиваться произвольно … Поэтому диагностику натяжения необходимо проводить каждые 3 тысячи километров.
Процесс и заказ
Наш ресурс советует начинающим автолюбителям подумать, прежде чем затягивать шпильки ГБЦ своими руками. На практике начинающие автомобилисты, не имея опыта, начинают процедуру, не осознавая, насколько печально она может обернуться. Конечно, в случае неправильных действий. Рассмотрим эту процедуру для автомобиля ГАЗ 53.Помните, что у каждого отдельного двигателя есть свои нюансы в эксплуатации.
Необходимые инструменты
Если вы уже установили ГБЦ на место, то весь набор инструментов не понадобится. Для затяжки нужно подготовить один инструмент — динамометрический ключ. Он нужен для выполнения работы, так как только с его помощью можно правильно определить момент. В домашних условиях такой инструмент мало у кого, ведь он имеет определенную специфику работы. Можно попробовать спросить у мастеров на СТО, но не бесплатно.Если вы решили приобрести себе такой ключ, учтите, что его стоимость составляет не менее 1200 рублей или 350 гривен.
Еще один совет. Иногда непонятливые «автоэксперты» советуют не использовать динамометрический ключ, а использовать обычный гаечный ключ. Мотивируют это тем, что винты нужно затягивать по максимуму, а покупка динамометрического инструмента — пустая трата денег. Можно сказать, что они не понимают серьезности ситуации. Поэтому, если хотите, чтобы процесс ремонта прошел удачно, запаситесь динамометрическим ключом.
Пошаговая инструкция
Если вы владелец ГАЗ 53, рекомендуем воспользоваться руководством по ремонту автомобиля. Возможно, у двигателя вашего ГАЗ 53 есть определенные нюансы в работе или своя специфика. Приведенная ниже инструкция актуальна для всех ГАЗ 53. Если вы готовы выполнять эти работы, можно приступать. Если вы меняли прокладку или ремонтировали двигатель, то соберите его и установите новое уплотнение.
- Осмотрите болты крепления головки блока цилиндров. Они должны быть в идеальном состоянии.Если на винтах обнаружены механические повреждения или следы деформации, их необходимо заменить. Повторное использование болтов не рекомендуется, но если их состояние идеальное или близкое к нему, то эксплуатация штифтов разрешена. Обратите внимание на резьбу — она должна быть чистой. То же самое и с гнездами для штифтов. Если вы заметили на элементах грязь или металлическую стружку, их необходимо очистить металлической щеткой.
- Штифты перед затяжкой необходимо смазать, для этого подходит моторная жидкость.
- Вставьте винты в отверстия и затяните их в соответствии с порядком, указанным на схеме.Все пальцы необходимо затянуть динамометрическим ключом с моментом 7,3–7,8 кгм. При этом соблюдайте порядок. Если температура в помещении, где вы проводите ремонт, минусовая (ниже -5 градусов), то момент натяжения ГБЦ должен составлять 7,3 кгм. Если он составляет 20 градусов, то момент затяжки должен быть на нижнем пределе.
На этом процесс ремонта затяжки болтов ГБЦ можно считать завершенным. Напомним, во время такого ремонта нужно быть внимательным, несоблюдение нюансов приведет к отрицательному результату.Излишнее затягивание штифтов может вызвать микротрещины в корпусе двигателя. Как нетрудно догадаться, это обернется дорогостоящим ремонтом. Потребуется заварить трещины или поменять саму ГБЦ.
Помните, что булавки должны быть хорошего качества. Отсутствие трещин, металлической пыли, деформации — обязательное условие, которого важно придерживаться при таких работах. Если вы не можете точно ответить себе, все ли правильно делаете, не берите протяжку.
Видео «Затяжка штифтов ГБЦ»
Сайт Bolt Science
Проведено обследование автомобильной службы США.
менеджеров, которые указали, что 23% всех проблем с обслуживанием были
прослеживается до ослабленных креплений, при этом обнаруживается даже 12% новых автомобилей
чтобы застежки ослабли.Ниже представлена информация и
методы, предназначенные для помощи инженеру в обеспечении того, что резьбовые
крепежные детали затягиваются таким образом, чтобы был достигнут желаемый предварительный натяг.
Введение
Стремление к повышению качества во всей обрабатывающей промышленности
оказал влияние на оценку точного измерения
крутящих моментов на сборочной линии. Уже недостаточно просто бежать
затяните гайку на болт до упора и надейтесь, что она достаточно затянута.
Ключевым недостатком многих продуктов является область суставов.
которые существуют в дизайне. В частности, болтовые соединения могут быть
источник беспокойства для инженера. Один болт, неточно
или неправильно затянут, может привести к выходу из строя всего
продукт. Слишком высокий момент затяжки, и инженер выдерживает
риск выхода из строя стержня болта или снятия резьбы. Слишком низко
указанный крутящий момент и натяжение болта могут быть недостаточными для соответствия
функциональные требования. Несоблюдение требований по затяжке
может иметь неблагоприятные последствия для надежности продукта.Такие сбои могли произойти либо во время производственной сборки, либо
во время последующего обслуживания продукта после того, как он был введен
услуга. И то и другое явно нежелательно.
Самый распространенный контролируемый метод затяжки резьбовых соединений
осуществляется затяжкой до достижения заданного крутящего момента. Этот
метод обычно известен как управление крутящим моментом. Основная проблема
связанных с этим методом, заключается в том, что сила зажима, создаваемая как
результат приложенного крутящего момента зависит от конструкции
застежка и преобладающие условия трения.Несмотря на эти
проблем, это по-прежнему самый популярный способ гарантировать, что
болт в сборе соответствует техническим условиям.
Распределение момента затяжки внутри крепежа
Основная проблема с использованием метода управления крутящим моментом для
косвенное управление усилием зажима в застежке заключается в том, что
только небольшая часть крутящего момента используется для
растяните болт. Большая часть поглощается трением между
поверхность гайки и соединение и в резьбе.Некоторые застежки
использовать нейлоновую вставку или иметь искривленную резьбу так, чтобы крутящий момент
требуется для прижатия гайки к незатянутой резьбе болта.
Интересно, что при одинаковом напряжении в болте необходимая
момент затяжки между преобладающим и не преобладающим
типы болтов варьируются менее чем на 4%. Преобладающий тип крутящего момента
гайка, однако, приводит к значительно меньшему предварительному натягу (16%).An
пример распределения крутящего момента внутри крепежа
для болта M10 класса прочности 10.9 показана на круговой диаграмме.
(График взят из программы BOLTCALC.)
Контроль крутящего момента
Проверка соответствия затяжного болта с контролируемым моментом затяжки
до заданного крутящего момента называется аудитом крутящего момента. Самый крупный
производственные компании проводят внутренние аудиты качества на своих
продукты, которые включают проверку того, что резьбовые соединения
были затянуты так, чтобы соответствовать инженерным
Технические характеристики.
Для проверки крутящего момента при установке используются два подхода. В
во-первых, динамически, что за счет использования линейных преобразователей
прикрепленный к инструменту для затяжки, момент установки измеряется
напрямую. Второй подход — оператор или инспектор, измеряющий
крутящий момент после завершения установки.
Контроль динамического крутящего момента
Динамический метод дает результаты, не зависящие от оператора.
точность чтения. Динамометрические инструменты с приводом обычно используются вместе
с компьютерной системой сбора данных.Потому что этот метод
позволяет автоматически сохранять и извлекать данные о затяжке
он может быть важным инструментом в статистическом управлении процессами. В
Недостатком метода является то, что он обычно дорог в
с точки зрения капитальных затрат и необходимых навыков технической поддержки.
Контроль крутящего момента после сборки
Существует три основных метода проверки крутящего момента.
наносится на болты после их установки; а именно, принимая
показания манометра, когда:
1.Розетка начинает отходить от затянутого положения
в направлении затяжки. Этот метод часто упоминается
в качестве метода «надавливания».
2. Розетка начинает отходить от затянутого положения.
в направлении отжима. Этот метод часто упоминается
как метод «откола».
3. Застежка повторно затягивается до отмеченного положения. С участием
Метод «маркированной застежки» розетка приближается к
отмеченное положение в направлении затяжки.Четкие отметки в первую очередь
нанесен на розетку и на поверхность стыка, которая останется
неподвижен при вращении гайки. (Избегайте царапин на шайбах
так как они могут вращаться вместе с гайкой.) Гайка откручивается примерно на
30 градусов, с последующей повторной затяжкой, чтобы разметанные линии
совпадают.
Крутящий момент во всех трех методах следует прикладывать медленно и осторожно.
способ, чтобы динамическое воздействие на показания датчика
сведены к минимуму.Всегда необходимо следить за тем, чтобы невращающийся
элемент, обычно болт, надежно удерживается при проверке крутящего момента.
Показание крутящего момента следует проверять сразу после затяжки.
операции, насколько это возможно, и до любого последующего процесса, такого как
как окраска, нагрев и т. д. Показания крутящего момента зависят от
от коэффициентов трения под торцом гайки
и в темах.Если застежки оставлены слишком длинными, или
подвергались различным условиям окружающей среды перед проверкой,
трение и, следовательно, значения крутящего момента могут изменяться. Вариация
также может быть вызвано заклиниванием (пластической деформацией)
резьбы и поверхности гайки / стыка. Этот
заливка приводит к снижению натяжения болта и влияет на
Момент затяжки. Значения крутящего момента могут варьироваться в пределах
20%, если болты стоят двое суток.
Методы проверки крутящего момента «трещин» и «трещин»
С «трещинами» и «трещинами»
методы есть два способа, которыми крутящий момент отрыва может
быть проверенным. Первый — вручную, когда оператор «нащупывает»
точка отрыва. Второй — с помощью электроники.
и тензометрический динамометрический ключ и регистрация отрыва
крутящий момент автоматически.Автоматический метод убирает оператора
изменчивость, которая действительно имеет место.
Методика проверки крутящего момента с маркировкой крепежа
Самый последовательный и точный метод проверки применяемых
крутящий момент после завершения установки помечен знаком «
застежки ». Из испытаний, проведенных в лаборатории.
условиях, максимальная точность проверки крутящего момента возможна, если
соблюдаются приведенные выше рекомендации, составляет примерно ± 5%
значения, фактически примененного к гайке.
Спецификация момента затяжки имеет решающее значение.
в определении надежности стыка. Другой поток
и отделка поверхности стыка — все это влияет на момент затяжки.
Специальные крепления, например, с преобладающим моментом затяжки, фланцевые.
головки или уменьшенные хвостовики также требуют особого внимания при
определение момента затяжки. Преобладающие динамометрические крепления
использовать нейлоновую вставку или иметь искривленную резьбу так, чтобы крутящий момент
требуется для прижатия гайки к незатянутой резьбе болта.Для
гайки свободного вращения, преобладающий крутящий момент равен нулю.
Потоки заблокированы клеем
В ходе обширных испытаний было показано, что запирание самца
к внутренней резьбе с помощью клея придает скрепляемый узел
отличное сопротивление вибрационному расшатыванию. Клей может
наносится в жидком виде на этапе сборки, либо резьбы
могли быть ранее покрыты анаэробным клеем, который
застывает, когда детали собраны.
Большинство клеев для фиксации резьбы имеют тенденцию к трению резьбы.
коэффициент, который выше, чем обычно присутствует в
резьбы, также небольшая преобладающая характеристика крутящего момента будет
присутствовать.Правильным указанием момента затяжки
оба эти эффекта можно точно учесть. Полное лечение
клей обычно достигается в течение 24 часов, но это зависит от
после отделки, нанесенной на застежку, зазор склеивания и окружающий
температура. При нанесении жидкого клея активатор может
использоваться для увеличения времени отверждения.
Измерение монтажного момента динамически на этапе сборки не
представляют какие-либо проблемы при использовании клея для фиксации резьбы
все вместе.Однако проблемы возникают, когда момент сборки
после сборки требуется проверить. Использование любого из
три метода аудита крутящего момента нитей, которые
склеены клеем, не представляет проблем. Если вылечили
Связка разорвана, чтобы проверить крутящий момент, виброустойчивость
крепления может быть поврежден. Во-вторых, закаленные
клей в резьбе увеличивает фрикционные характеристики резьбы
так что при повторной затяжке меньший крутящий момент идет на достижение предварительной нагрузки
и многое другое в преодолении трения.По этим причинам любые
из трех методов проверки крутящего момента после сборки:
непригоден для нитей, скрепленных вместе
клей.
Обычный метод проверки того, что указанная сборка была
достигается повторная затяжка соединения до указанного крутящего момента.
при проверке того, что мужчина по отношению к женскому члену
не двигаться. Эффект клея заключается в увеличении сборки
крутящий момент таким образом, чтобы момент отключения был на 10-30% выше
значение монтажного крутящего момента.Следовательно, если спецификация крутящего момента
было выполнено правильно, нет вращения самца относительно
охватывающий элемент должен иметь значение крутящего момента сборки.
Вас также могут заинтересовать:
Резьбовые соединения: как их использовать
Мы более подробно остановимся на теме болтовых соединений, чтобы помочь вам лучше понять, как ответные крепежные детали работают вместе, чтобы обеспечить надежное соединение.
Как вы помните, существует три основных типа болтовых соединений: плотно плотно, с предварительным натяжением и с критическим скольжением.Последние два из этих соединений требуют определенного значения предварительного натяжения (предварительного натяга) для болта, чтобы внутренние напряжения были чуть ниже предела текучести материала. Достижение правильного предварительного натяга крепежа позволяет обеспечить надлежащее усилие зажима в соединении без ослабления, что необходимо, поскольку слишком маленькое или слишком сильное натяжение почти всегда вызывает какой-либо тип нарушения соединения. Плотные плотные соединения, хотя и спроектированные сами по себе, не требуют учета предварительной нагрузки как функции емкости; все остальные соединения делают.
Удобный пример для использования — соединение модулей фермы в пролете алюминиевой фермы. Вообще говоря, сегодня в развлекательных стропильных системах используются два типа способов соединения: штифтовые и болтовые. Ферма с болтовым соединением (также называемая фермой с металлическим покрытием) обеспечивает соединение болтами через концевые пластины фермы, помещая соединение в комбинации сдвига и растяжения или сжатия, в зависимости от места соединения и приложенных нагрузок.Компонент напряжения в этих связях мы рассмотрим более подробно. Во-первых, давайте рассмотрим соединение как сборку.
Что происходит при сборке застежки?
Когда вы сначала надеваете гайку на резьбу болта, до того, как будет достигнут какой-либо контакт с опорными поверхностями, сопрягаемые резьбы несколько ослаблены относительно друг друга. В большинстве случаев шаг резьбы идентичен, с небольшим зазором между внешней резьбой болта и внутренней резьбой гайки.При приложении дополнительного крутящего момента опорные поверхности гайки и болта соприкасаются, а сопряженная резьба также соприкасается по угловым опорным поверхностям резьбы. Эти силы действуют вместе внутри узла для достижения зажима, поскольку угловой контакт резьбы противодействует сжатию на поверхности гайки, вызывая натяжение болта. Это натяжение вызывает удлинение болта. Чем больше крутящий момент прилагается, тем больше создается сила натяжения и тем больше растягивается болт. С помощью этого типа болтового соединения наша цель — достичь зажимного усилия, необходимого для того, чтобы соединение оставалось неповрежденным в конкретных условиях применения.
Усилие зажима и предварительный натяг
Если вам действительно нужно спроектированное соединение, в котором сила зажима критична, вы должны учитывать предварительную нагрузку на крепеж, а не просто приложенный крутящий момент. Предварительная нагрузка связана с величиной натяжения в соединении, которое напрямую преобразуется в силу зажима. У вас не может быть зажимного усилия без натяжения болта. Правильно спроектированное соединение включает значение предварительного натяга, приводящее к растяжению болта, достаточному для противодействия всем внешним силам в соединении без нарушения соединения.Помните из нашей предыдущей статьи, что это также означает, что предварительная нагрузка не может превышать испытательную нагрузку на крепеж, которая представляет собой максимальную нагрузку, которую крепление может выдержать без деформации (необратимой деформации). Например, значение пробной нагрузки для болта 5/8 дюйма -11 UNC Grade 8 составляет 19 200 фунтов. В идеальных условиях значение крутящего момента, необходимое для достижения приблизительной предварительной нагрузки при 75% прочности, составляет 212 фут-фунт. Есть ли у рабочего сцены длинный калиброванный динамометрический ключ 1/2 дюйма с приводом 24 дюйма в стандартном наборе инструментов? Сколькими способами рабочий сцены может затянуть болт? Есть пища для размышлений…
В случае передвижного блока чердака мы сталкиваемся с далеко не идеальными условиями, когда кажущиеся безобидными вещи, такие как ржавчина, грязь и аномалии поверхности подшипника, добавляют трение к процессу, так что большая часть приложенного крутящего момента тратится впустую на преодоление этого трения, а чем правильно переводить на натяжение болта.
Настоящая проблема здесь, особенно при повторном использовании крепежа, заключается в том, что мы склонны слишком полагаться на значение крутящего момента, полагая, что это приводит к некоторому магическому значению предварительного натяга. Это не! Существует критически важная разница между крутящим моментом болта, поскольку он относится к руководству по затяжке, и крутящим моментом, связанным с предварительным натягом. Если вам действительно нужно соединение, требующее минимального усилия зажима, будьте готовы заняться настоящим списком вопросов, касающихся покупок, в основном связанных с определением суммы внешних сил, которым соединение должно противостоять, и того, как добиться необходимого предварительного натяга крепежа для достижения этой цели. .Передача усилия не так проста, как крутящий момент и натяжение.
Давайте более подробно рассмотрим, что происходит с зацеплением резьбы во время процесса затяжки.
Контакт и деформация резьбы
Когда оба набора сопряженных резьб начинают соприкасаться и поверхность гайки плотно прилегает к материалу болта, угловые поверхности резьбы соприкасаются друг с другом при сдвиге, и винтовая деформация, возникающая в результате приложенного крутящего момента, вызывает сжатие гайки на этих опорных поверхностях , что также увеличивает натяжение болта.Так что же происходит в самих потоках? При приложении крутящего момента к гайке первый набор сопряженных резьб входит в зацепление. По мере увеличения сил происходит передача сдвига в следующий набор резьбы, и так далее, пока все сопряженные резьбы не войдут в зацепление. Тщательно подумайте о том, как должен вести себя материал сопрягаемых поверхностей нитей, чтобы это произошло, когда мы будем на шаг ближе к ответам. Не волнуйтесь; мы не оставим вас висеть на волоске!
Должно быть очевидно, что когда первый набор сопряженных резьб входит в контакт, он закрывает зазор между оставшимися сопряженными резьбами.Однако не будем забывать, что этот контакт также вызывает напряжение — и растяжение — в болте. Сначала силы на контактных поверхностях резьбы локализуются на первой резьбе. Если болт не растягивается или если болт равномерно растягивается по своей длине за пределы зацепленной резьбы, то теоретически эта сила будет распределяться между всеми контактными поверхностями резьбы одновременно.
Конечно, это не так, потому что болт не растягивается по незакрепленной резьбе; она простирается вдоль ее длины между первым сцепленном резьбой и головкой болта опорной поверхности.Если бы гайка и болт имели одинаковые свойства материала и твердость материала, первая резьба оставалась бы в контакте, и по мере приложения дополнительного крутящего момента и последующего растяжения болта силы сдвига будут оставаться сосредоточенными на первой резьбе до тех пор, пока она в конечном итоге не будет потерпел неудачу при сдвиге, потому что ни одна резьба не может выдержать только этот сдвиг. Для того, чтобы резьбы должным образом распределяли эту силу, резьбы должны слегка деформироваться, чтобы зацепить каждую последовательную резьбу спирали.Таким образом, чтобы это произошло, материал гайки должен быть мягче, чем материал болта, и на самом деле это так. Для гаек и болтов той же марки и материала гайки по своей конструкции немного мягче, чем материал болта, именно по этой причине.
Что на самом деле происходит?
Когда к гайке прилагается крутящий момент и ее поверхность прижимается к материалу болта, первый набор резьбы входит в зацепление. Увеличение крутящего момента увеличивает натяжение болта, поэтому усилие зажима также увеличивается. Болт растягивается, но в течение этого периода предварительное натяжение еще не достигается, поэтому соединение остается слабым.По мере того как увеличивающийся крутящий момент продолжает сжимать гайку, ее резьба также продолжает деформироваться, так что передача сдвига может распределяться по последующей резьбе соединения. Как только он увеличивается до точки, где достигается правильный предварительный натяг, резьба гайки необратимо деформируется — по своей конструкции — в то время как болт остается в упругом состоянии. Когда гайка снята, ее нельзя будет повторно использовать в этой связи.
Промыть, ополоснуть, повторить
Возвращение полного круга к нашему примеру фермы: что происходит в производственных фермах многократного использования, где нормой является привинчивание, откручивание и повторение по мере необходимости? В этой ситуации нет однозначного и простого ответа, поскольку существует множество решений, зависящих от очень небольшого числа переменных.Из того, что мы знаем, мы можем сделать правильный вывод о том, что болтовые соединения ферм при многократном использовании не предназначены для достижения предварительной нагрузки, поскольку при правильной предварительной нагрузке гайки деформируются безвозвратно и не могут быть использованы повторно. На самом деле, наше типичное соединение фермы — это форма плотного соединения, для надежности которого требуется только метод закручивания гайки. Если вы будете следовать этой практике, то теоретически резьба гайки никогда не будет постоянно деформироваться, никогда не будет перекрещиваться и прослужит бесконечно.Однако у большинства людей есть небольшая проблема с этой философией.
Что в ответ?
Эти гайки имеют поперечную резьбу, потому что они затянуты или, возможно, перетянуты до точки остаточной деформации. Выкинь их. Если усилие зажима является критическим, тогда крепежные детали необходимо предварительно нагружать должным образом. Это приведет к необратимой деформации гаек, и их нельзя использовать повторно.
Определите, где необходимо плотное соединение. Помните, что крутящий момент — это не просто мера прочности соединения.Если вы настаиваете на использовании значения крутящего момента, имейте в виду, что рекомендуемое производителем фермы значение крутящего момента не предназначено для достижения предварительного натяга крепежа в спроектированном болтовом соединении. Если вы настаиваете на использовании 3-футового читер-бруса для легкого затягивания, рассчитывайте на регулярную замену крепежа. Если вы все же соблюдаете рекомендованное значение крутящего момента, осознайте его важность и никогда не бойтесь задавать вопросы. Осмотры всегда хороши. Накрутите гайку на болт; поверните его полностью вниз по всей длине резьбы болта.Если он заедает или перекрещивается даже малейшая резьба, выбросьте гайку. Если есть видимые повреждения болта или его резьбы, выбросьте болт.
Для получения дополнительной информации о крепежных изделиях прочтите «Крепежные детали и их использование».
K-фактор: определение значений крутящего момента для болтовых соединений
Вот как должно работать болтовое соединение :
К крепежу болтового соединения прилагается именно тот момент, который требуется. Это означает хорошее усилие зажима на самой прокладке.
В конце концов, это то, что нас действительно волнует: прокладка.
[ Связанный : В этой статье объясняются основы работы спирально-навитых прокладок.]
Однако в большинстве конструкций соединений зажимная нагрузка достигается за счет использования определенного заданного значения крутящего момента с помощью динамометрического ключа для создания натяжения болта на крепежном элементе.
Что с этим не так?
Что ж, в большинстве случаев это значение крутящего момента требует регулировки. Его необходимо адаптировать к реальным условиям применения болта.
Здесь играет роль k-фактор.
Что такое К-фактор для крутящего момента болта?
К-фактор — это значение, которое важно для расчета целевого входного крутящего момента для вашего крепежа.
Точный коэффициент k можно определить только путем экспериментов со смазкой и крепежом, которые вы планируете использовать.
К-фактор и Nut-фактор — одно и то же?
Да. Термины «k-фактор» и «ореховый фактор» взаимозаменяемы.
Однако k-фактор (a.к.а. коэффициент гайки) не то же самое, что коэффициент трения или коэффициент трения. Это разные методы расчета крутящего момента, которые мы обсудим позже в этой статье.
Почему важен К-фактор?
У вас должен быть точный коэффициент k, чтобы добиться хорошего отношения крутящего момента к натяжению при расчете прилагаемого крутящего момента для резьбовых крепежных деталей.
Применение правильного крутящего момента необходимо для создания хорошего уплотнения вокруг прокладки, которая удерживает материал в трубах внутри труб.
Сопрягаемые поверхности и состояние резьбы болта могут сильно различаться из-за таких факторов, как:
- допуски относительно ослабления резьбы гаек и болтов для резьбовых крепежных изделий,
- проблемы состояния резьбы крепежа, влияющие на трение резьбы,
- шаг резьбы,
- новый крепеж по сравнению с повторно использованным,
- наличие закаленных шайб по сравнению с вращением гайки на опорной поверхности,
- вариантов размеров гаек (примеры см. В этой статье о ПТФЭ),
- температура,
- и наличие покрытий и смазок.
Как определить K-фактор
Существует много недоразумений относительно того, как вычислить k-фактор.
В настоящее время нет хороших стандартов ISO или ASTM для испытаний крепежных изделий. Но есть несколько разных способов проверить k-фактор.
Обычно мы видим…
- Прогнозирование крутящего момента при установке крепежа
- Размещение его на датчике нагрузки (измерение удлинения болта допустимо, но более трудоемко)
- Смазка должным образом (включая резьбу болтов и сопрягаемые поверхности) для уменьшения трения резьбы и трения на опорных поверхностях.
- (Это помогает уменьшить стандартное отклонение результатов)
- Приложение крутящего момента с помощью калиброванного динамометрического ключа
- Измерение силы зажима на фланце путем измерения предварительного натяга крепежа
После определения коэффициента k вы можете подставить его в уравнение:
T = K D F / 12
Где:
- T = целевой входной крутящий момент (фут-фунт)
- Это ваш входной крутящий момент от вашего динамометрического ключа, определяемый указанным вами крутящим моментом.
- K = коэффициент гайки
- Это ваш X, если вы проводите тестирование,
- D = номинальный диаметр (диаметр болта) крепежа (дюймы)
- F = целевой предварительный натяг (фунты)
- ПРИМЕЧАНИЕ: не путайте это с пределом текучести болта или пределом текучести, на который вы нацеливаетесь, он выражается в фунтах силы.
Чем отличается коэффициент К для болтов с покрытием из ПТФЭ?
Для болтов из ПТФЭ необходимо испытание с коэффициентом К
.
Почему?
Потому что в отрасли нет производственных стандартов для покрытия, наносимого на эти крепежные детали.В результате вам придется тестировать методы каждого производителя.
Коэффициент k для болтов из ПТФЭ обычно ниже, так как гайка имеет чрезмерную резьбу для соответствия покрытию.
Это означает, что поверхность контакта гайки на резьбовом креплении будет меньше. Вот статья, в которой объясняется, как это работает.
Таблица К-фактора для болтов
Приведенная ниже диаграмма k-фактора — , а не для общего использования на болтовых соединениях без учета переменных, которые могут быть на вашем объекте, и материалов, которые вы используете.
Эта диаграмма взята из ASME PCC-1 (2019) и представляет собой «Целевой индекс крутящего момента». Он показывает, как будет изменяться значение крутящего момента с разными значениями коэффициента k при нагрузке на болт 1 тыс. Фунтов / кв. Дюйм (корневой участок).
Целью этого целевого индекса крутящего момента является только для примеров о том, как рассчитать коэффициент k. Это НЕ то, что вы должны использовать вслепую.
Прочие термины и значения, которые необходимо знать для значения крутящего момента
Коэффициент трения
В общих чертах, коэффициент трения измеряется экспериментально.Он описывает соотношение силы трения между двумя телами и силы, прижимающей их друг к другу, обычно за счет использования плоскости снижения с блоком на ней.
Недостатком является то, что этот метод не учитывает предварительную нагрузку болта для болтового соединения. он учитывает только коэффициент трения между блоком и плоскостью спуска. Это не отражает того, что происходит с гайкой и болтом во время затяжки.
Коэффициент трения
Большинство факторов трения чрезвычайно сложны.Некоторые аспекты необходимо определить экспериментально. Вот почему мы рекомендуем метод орехового фактора.
Но простая математика вам в этом не поможет. Вам нужно провести старое хорошее тестирование.
В производстве болтовых соединений используется несколько калькуляторов коэффициента трения. Тот, который недавно был исключен из ASME PCC-1 для редакции 2019 года (ранее в версии 2013 года), был записан как:
- Де = эффективный диаметр подшипника ореховой поверхности, мм (в.) = (do + di) / 2d2 = основной делительный диаметр резьбы, мм (дюймы)
- di = внутренний диаметр подшипника на поверхности гайки, мм (дюймы) do = наружный диаметр подшипника на поверхности гайки, мм (дюймы)
- F = предварительный натяг болта, Н (фунт) n = количество витков резьбы на дюйм, дюйм − 1 (применимо к дюймовой резьбе)
- p = шаг резьбы, мм (для дюймовой резьбы обычно указывается в количестве резьбы на дюйм)
- T = общий момент затяжки, Н · мм (дюйм-фунт)
- β = половина включенного угла резьбы, град.