Шлифовка головки блока цилиндров — когда лучше выполнять?
Большинство автовладельцев в курсе, что одной из наиболее специфических частей автомобильного двигателя является головка блоков цилиндра. Абсолютно все элементы головки блока цилиндров тесно взаимодействуют друг с другом, а если что-то и сломается, что результатом будет серьезный дефект ГБЦ. К примеру, если износилась прокладка ГБЦ, от чего происходит пропускание масла, то в качестве ремонта придется не только заменить прокладку, но и выяснить причину, по которой этот элемент пришел в негодность.
Причина может быть крайне банальной – даже самое незначительное перегревание движка или же вода, случайно попавшая на него, может привести к тому, что ГБЦ деформируется, от чего произойдет прогорание прокладки. Если говорить простыми словами, то придется проводить полную диагностику ГБЦ. А наиболее вероятной причиной того, что прокладку стало пробивать, является нарушение сопряжения блока цилиндров и ГБЦ. Если это действительно так, то скорее всего понадобится шлифовка (фрезеровка) ГБЦ.
Если это действительно так, то скорее всего понадобится шлифовка (фрезеровка) ГБЦ.
Когда нужна шлифовка ГБЦ
Необходимо разобраться в том, зачем же нужно шлифовать как головку блока цилиндров, так и сам блок тоже. ГБЦ нужно шлифовать для того, чтобы довести до предписанных параметров привалочную плоскость ГБЦ, которая сопрягается с плоскостью блока цилиндров.
Плоскость головки блока цилиндров шлифуют в 2х случая. Первый вариант является не очень-то актуальным и распространённым в кругу среднестатистических водителей – это тюнинг движка. Дабы увечить степень сжатия, нужно уменьшить высоту головки блока цилиндров. Но подобная проблема была характерна для того времени, когда качественное горючее было в большом дефиците. Сейчас же такой вариант подойдет для тех, кто фанатично гоняется за изменением параметров движка.
Обязательно шлифовать головку двигателя нужно и в случае проведения ремонтных работ с ГБЦ – будь то обычная замена прокладки или же замена/ремонт распределительного вала. Не стоит ограничиваться только теми ремонтными работами, ради которых была произведена разборка головки блока цилиндров. Ведь если она открыта, то можно выделить чуть больше времени, чем обычно, дабы после не возвращаться к этому вопросу.
Не стоит ограничиваться только теми ремонтными работами, ради которых была произведена разборка головки блока цилиндров. Ведь если она открыта, то можно выделить чуть больше времени, чем обычно, дабы после не возвращаться к этому вопросу.
Подготовка головки блока к шлифочным работам
Проверить плоскость головки можно самостоятельно, используя линейку и набор щупов. Линейку нужно поочередно приложить по диагоналям нижней плоскости, после чего нужно подобрать щуп, который бы входил в интервал между плоскостью головки и линейкой. Высокую точность измерений такой метод не даст, но все же у Вас будет общее представление о том, на сколько деформировалась сопрягаемая плоскость. Больше всего плоскость головки будет деформирована в области цилиндров, прокладка которых прогорела, а поршни покрыты нагаром.
Запомните, что шлифовать головку ГБЦ можно только после полной проверки корпуса на предмет наличия трещин. Никаких изъянов быть не должно. Найти же трещины можно используя какую-нибудь окрашивающую жидкость, правда перед проверкой нужно тщательно очистить поверхность головки. После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
Найти же трещины можно используя какую-нибудь окрашивающую жидкость, правда перед проверкой нужно тщательно очистить поверхность головки. После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
Для диагностирования придется использовать специальное оборудование. Проверить, на сколько герметичны внутренние полости ГБЦ, можно только с помощью специального устройства, которое нагревает корпус головки, после чего трещины будут выявлены через воздушные пузырьки и давление, если поместить головку в воду. Если трещины все же есть, то сначала их нужно будет удалить, а после чего уже можно будет приступать непосредственно к шлифовальным работам.
Процесс шлифовки ГБЦ
Провести процесс шлифовки ГБЦ самостоятельно у Вас вряд ли получится, так как для проведения операции потребуется специальная фрезерно-шлифовальная машинка. Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ.
Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ.
Толщина шлифования. В мануале от завода-производителя, который прилагается к модели Вашей машины, должна быть указана максимальная (ремонтная) глубина шлифования плоскости. При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
Проводить эксперименты с двигателем специалисты крайне не рекомендуют. Если мастер переборщит, то есть превысит максимально допустимый запас, описанный в мануале, то придется полностью заменить ГБЦ. По времени шлифование – процедура достаточно быстрая, а результатом будет герметичная и отшлифованная ГБЦ, которую можно со спокойной душой ставить на место. Желаем успехов.
Желаем успехов.
Подписывайтесь на наши ленты в таких социальных сетях как,
Facebook,
Вконтакте,
Instagram,
Pinterest,
Yandex Zen,
Twitter и
Telegram:
все самые интересные автомобильные события собранные в одном месте.
Нужно ли шлифовать гбц при замене прокладки
Головка блока цилиндров (ГБЦ) нуждается в периодической обработке. Как правило это шлифовка ГБО, которая выполняется практически каждый раз, когда производится полный демонтаж головки. При помощи шлифовки с поверхности головки удаляются любые неровности, которые препятствуют нормальному прилеганию ГБЦ к блоку.
Любая неровность или искривление может свести на нет любые старания и привести к прогару прокладки и проникновению выхлопных газов вовнутрь блока или наружу. Для идеального прилегания поверхность ГБЦ должна быть идеальной.
Как правило деформация вызвана перегревами или несоблюдением правил затяжки головки блока цилиндров. Максимально допустимая деформация составляет 0,05 мм, при такой шлифовка ГБЦ не нужна, т. к. такое искривление встречается часто даже на новых автомобилях. Проверка степени деформации производится посредством специальных лекал и щупов. Головка крепится на ровной поверхности, затем на ее поверхность устанавливается лекало, которое должно максимально плотно прилегать к поверхности ГБЦ. Если между лекалом и поверхностью имеется щель, в нее устанавливают щуп для того, чтобы измерить степень искривления, после чего оглашается вердикт относительно шлифовки.
Когда необходима шлифовка ГБЦ?
- В случае нарушения геометрии. Если головка по каким-то причинам имеет искривление и не прошла тест с лекалом и щупом, необходимо производить шлифовку. Как я уже говорил, происходит это по разным причинам, например, в результате локальных перегревов, которые по большому счету никак не проявляются во время работы двигателя.
 Однако после ослабления болтов и демонтажа головка часто бывает деформирована, что нельзя так просто оставить.
Однако после ослабления болтов и демонтажа головка часто бывает деформирована, что нельзя так просто оставить. - После сварочных работ. Если в головке были дефекты типа трещин или другие недопустимые повреждения, которые устранялись при помощи сварочных работ, то скорее всего головка была подвержена локальному перегреву, который повлек за собой соответствующие деформации. К тому же нередко трещины образуются как раз на стыке ГБЦ и блока, поэтому после сварки на поверхности остаются сварочные швы, которые не убрать без шлифовки, в противном случае сборка будет невозможна.
 Однако после ослабления болтов и демонтажа головка часто бывает деформирована, что нельзя так просто оставить.
Однако после ослабления болтов и демонтажа головка часто бывает деформирована, что нельзя так просто оставить.Шлифовка ГБЦ — особенности выполнения
Перед тем как начать шлифовать ГБЦ, выполняется дефектовка с целью измерения степени деформации, это позволяет понять сколько шлифовать и где. При помощи лекальной линейки, измеряется вся головка в разных плоскостях ( крест на крест, продольно, вдоль отверстий креплений и т. д.). Если головка уже подвергалась шлифованию, и с ее поверхности довольно много сняли, такую головку не рекомендуется шлифовать, ее лучше заменить полностью.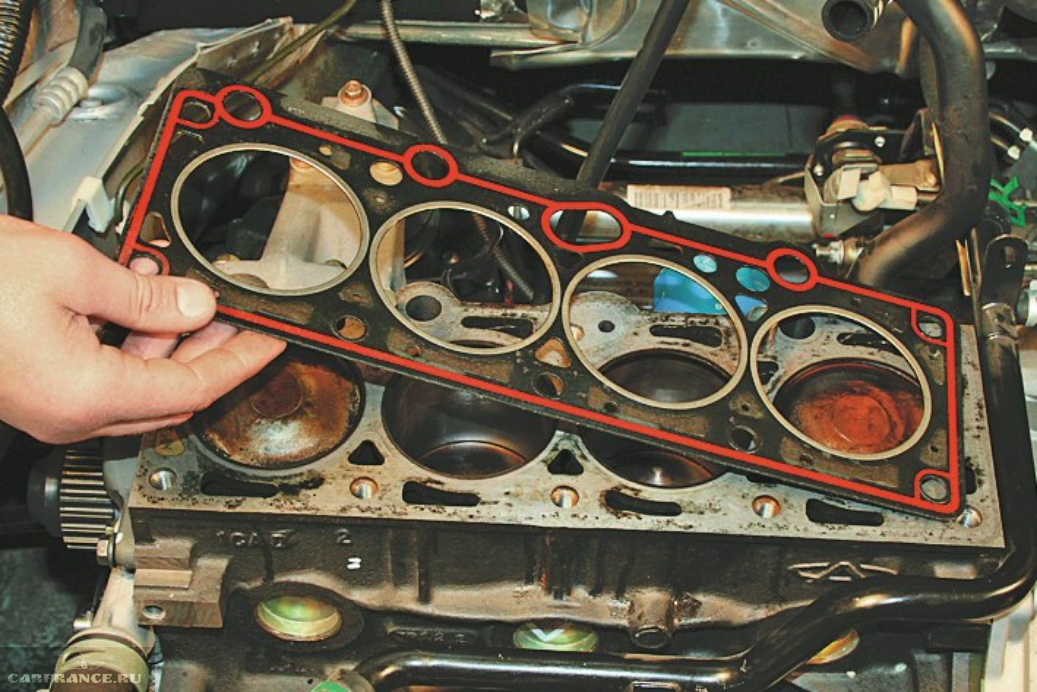
После подготовки и всех изменений, головка устанавливается на стол для шлифования, надежно фиксируется и обрабатывается при помощи фрезы. С поверхности в несколько заходов срезается лишний металл, а в промежутках производятся измерения.
Более наглядно увидеть, что такое шлифовка ГБЦ, вы можете увидеть в этом видео:
После шлифовки головки блока цилиндров, она может прослужить еще долгие годы, при условии, что мотор будет эксплуатироваться должным образом.
Шлифовка головки блока цилиндров в гаражных критериях
Хорошего времени суток, почетаемые автомобилисты! Вероятнее всего, вам не является секретом тот факт, что головка блока цилиндров является очень специфичной частью мотора автомобиля. Все системы и детали ГБЦ очень плотно сплетены вместе, а какая-либо неисправность деталей, обычно, является следствием более важного недостатка в ГБЦ.
К примеру, если вы нашли, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, кроме конкретно замены прокладки ГБЦ, безотступно рекомендуется отыскать причину того, почему произошел пробой прокладки.
А причина может быть до очевидного ординарна – даже малозначительный перегрев мотора либо случайное попадание на него воды, может стать предпосылкой деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, нужно провести полную дефектовку состояния головки блока. И полностью возможно, что предпосылкой пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В данном случае для вас без оговорок, пригодится фрезеровка либо по-другому, шлифовка головки блока цилиндров.
Когда нужна шлифовка ГБЦ
Давайте уясним, зачем нужна шлифовка головки блока цилиндров, ну и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до нужных характеристик привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в 2-ух случаях. 1-ый, не особо животрепещущий для среднего водителя – это тюнинг мотора. Для роста степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии горючего неплохого свойства. Другими словами этот вариант можно бросить для более фанатичных сторонников конфигурации характеристик мотора.
Но, это относилось к тому периоду, когда мы еще не имели представления о наличии горючего неплохого свойства. Другими словами этот вариант можно бросить для более фанатичных сторонников конфигурации характеристик мотора.
Читайте
2-ой вариант, когда в неотклонимом порядке проводится шлифовка головки мотора – это ремонт ГБЦ. Ремонт в любом виде, или для вас пригодилось поменять прокладку, или вы решили поменять либо отремонтировать распредвал. Не ограничивайтесь конкретно той ремонтной операцией, ради которой вы провели разборку ГБЦ. Ведь уже сняли, уделите ей незначительно времени, для того, чтоб чуток позднее вновь не начинать ремонт ГБЦ.
Нужно ли шлифовать плоскость блока цилиндров. 79283781177
доказывается необходимость шлифовки плоскости блока.
Вот почему необходимо
шлифовать головки блока (особенно под металлопакет)
Обычный метод притирки головки в домашних критериях!
Готовим головку блока к шлифовке
Проверку плоскости головки можно провести своими руками, с помощью железной линейки и набора щупов. Линейка попеременно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который заходит в зазор меж линейкой и плоскостью головки. Способ дальний от четких величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Линейка попеременно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который заходит в зазор меж линейкой и плоскостью головки. Способ дальний от четких величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Что самое увлекательное, конкретно около тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите самую большую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы на сто процентов будете убеждены в том, что корпус ГБЦ не имеет трещинок. Можно испытать выискать эти самые трещинкы своими силами, к примеру с помощью красящего вещества.
Читайте
На кропотливо очищенную поверхность головки наносится краска, через 5 минут удаляется и вы сможете созидать трещинкы. Несовершенство этого способа в том, что навряд ли вы увидите микротрещины, либо те трещинкы, которые пошли вовнутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на плотность проводится в особом устройстве, где корпус головки греется, и трещинкы демонстрируют себя с помощью давления и воздушных пузырьков в воду ванной, где расположена головка блока. И только после устранения найденных трещинок блока, можно приступать к шлифовке головки мотора.
Проверка внутренних полостей ГБЦ на плотность проводится в особом устройстве, где корпус головки греется, и трещинкы демонстрируют себя с помощью давления и воздушных пузырьков в воду ванной, где расположена головка блока. И только после устранения найденных трещинок блока, можно приступать к шлифовке головки мотора.
Шлифовка головки блока цилиндров
Шлифовка головки для вас навряд ли получится своими руками, потому что делается на особом фрезерно-шлифовальном станке. Разработка для вас не должна быть увлекательной, но… некие аспекты вы должны знать, чтоб позже применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего мотора, должен указывать наивысшую (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу мотора.
Лучше, чтоб вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые числа производителя. Это необходимо для того, чтоб подобрать прокладку соответственной толщины. И, если пригодится укорачивать клапана, то необходимо знать на сколько.
И, если пригодится укорачивать клапана, то необходимо знать на сколько.
Не стоит экспериментировать с движком. Если при шлифовке будет превышен наибольший припас, озвученный производителем, то придётся произвести подмену головки блока цилиндров.
Процедура шлифовки не занимает много времени, и получив на руки испытанную на плотность и отшлифованную ГБЦ, вы тихо сможете устанавливать её на место.
Фортуны для вас при проведении операции по шлифовке головки блока цилиндров.
- Шлифовка головки блока цилиндров – для чего она нужна?
- Когда нужна шлифовка ГБЦ
- Подготовка головки блока к шлифочным работам
- Процесс шлифовки ГБЦ
Большинство автовладельцев в курсе, что одной из наиболее специфических частей автомобильного двигателя является головка блоков цилиндра. Абсолютно все элементы головки блока цилиндров тесно взаимодействуют друг с другом, а если что-то и сломается, что результатом будет серьезный дефект ГБЦ. К примеру, если износилась прокладка ГБЦ, от чего происходит пропускание масла, то в качестве ремонта придется не только заменить прокладку, но и выяснить причину, по которой этот элемент пришел в негодность.
Причина может быть крайне банальной – даже самое незначительное перегревание движка или же вода, случайно попавшая на него, может привести к тому, что ГБЦ деформируется, от чего произойдет прогорание прокладки. Если говорить простыми словами, то придется проводить полную диагностику ГБЦ. А наиболее вероятной причиной того, что прокладку стало пробивать, является нарушение сопряжения блока цилиндров и ГБЦ. Если это действительно так, то скорее всего понадобится шлифовка (фрезеровка) ГБЦ.
Когда нужна шлифовка ГБЦ
Необходимо разобраться в том, зачем же нужно шлифовать как головку блока цилиндров, так и сам блок тоже. ГБЦ нужно шлифовать для того, чтобы довести до предписанных параметров привалочную плоскость ГБЦ, которая сопрягается с плоскостью блока цилиндров.
Обязательно шлифовать головку двигателя нужно и в случае проведения ремонтных работ с ГБЦ – будь то обычная замена прокладки или же замена/ремонт распределительного вала. Не стоит ограничиваться только теми ремонтными работами, ради которых была произведена разборка головки блока цилиндров. Ведь если она открыта, то можно выделить чуть больше времени, чем обычно, дабы после не возвращаться к этому вопросу.
Ведь если она открыта, то можно выделить чуть больше времени, чем обычно, дабы после не возвращаться к этому вопросу.
Подготовка головки блока к шлифочным работам
Проверить плоскость головки можно самостоятельно, используя линейку и набор щупов. Линейку нужно поочередно приложить по диагоналям нижней плоскости, после чего нужно подобрать щуп, который бы входил в интервал между плоскостью головки и линейкой. Высокую точность измерений такой метод не даст, но все же у Вас будет общее представление о том, на сколько деформировалась сопрягаемая плоскость. Больше всего плоскость головки будет деформирована в области цилиндров, прокладка которых прогорела, а поршни покрыты нагаром.
Запомните, что шлифовать головку ГБЦ можно только после полной проверки корпуса на предмет наличия трещин. Никаких изъянов быть не должно. Найти же трещины можно используя какую-нибудь окрашивающую жидкость, правда перед проверкой нужно тщательно очистить поверхность головки. После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
Для диагностирования придется использовать специальное оборудование. Проверить, на сколько герметичны внутренние полости ГБЦ, можно только с помощью специального устройства, которое нагревает корпус головки, после чего трещины будут выявлены через воздушные пузырьки и давление, если поместить головку в воду. Если трещины все же есть, то сначала их нужно будет удалить, а после чего уже можно будет приступать непосредственно к шлифовальным работам.
Процесс шлифовки ГБЦ
Провести процесс шлифовки ГБЦ самостоятельно у Вас вряд ли получится, так как для проведения операции потребуется специальная фрезерно-шлифовальная машинка. Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ.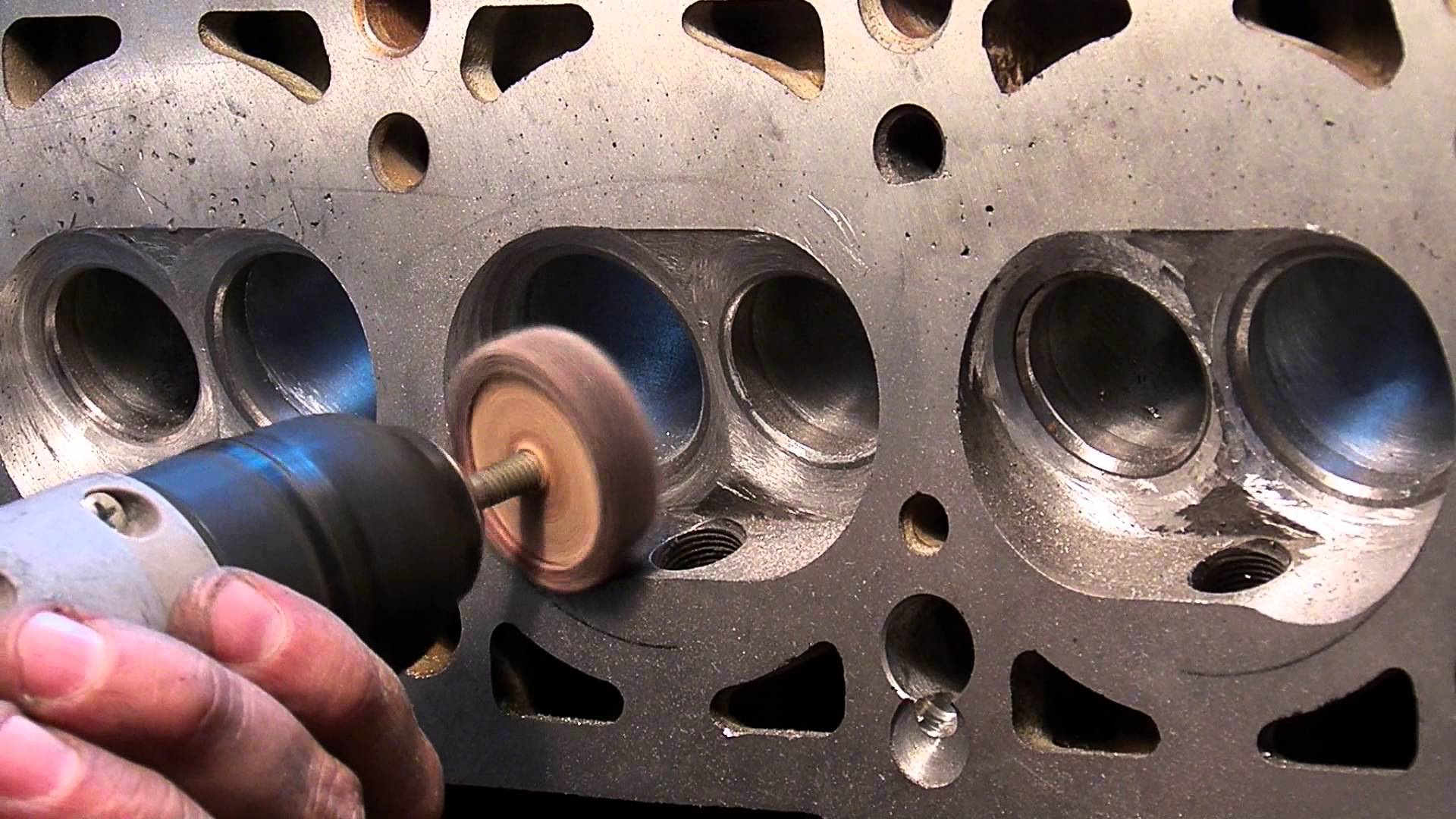
Толщина шлифования. В мануале от завода-производителя, который прилагается к модели Вашей машины, должна быть указана максимальная (ремонтная) глубина шлифования плоскости. При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
Проводить эксперименты с двигателем специалисты крайне не рекомендуют. Если мастер переборщит, то есть превысит максимально допустимый запас, описанный в мануале, то придется полностью заменить ГБЦ. По времени шлифование – процедура достаточно быстрая, а результатом будет герметичная и отшлифованная ГБЦ, которую можно со спокойной душой ставить на место. Желаем успехов.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.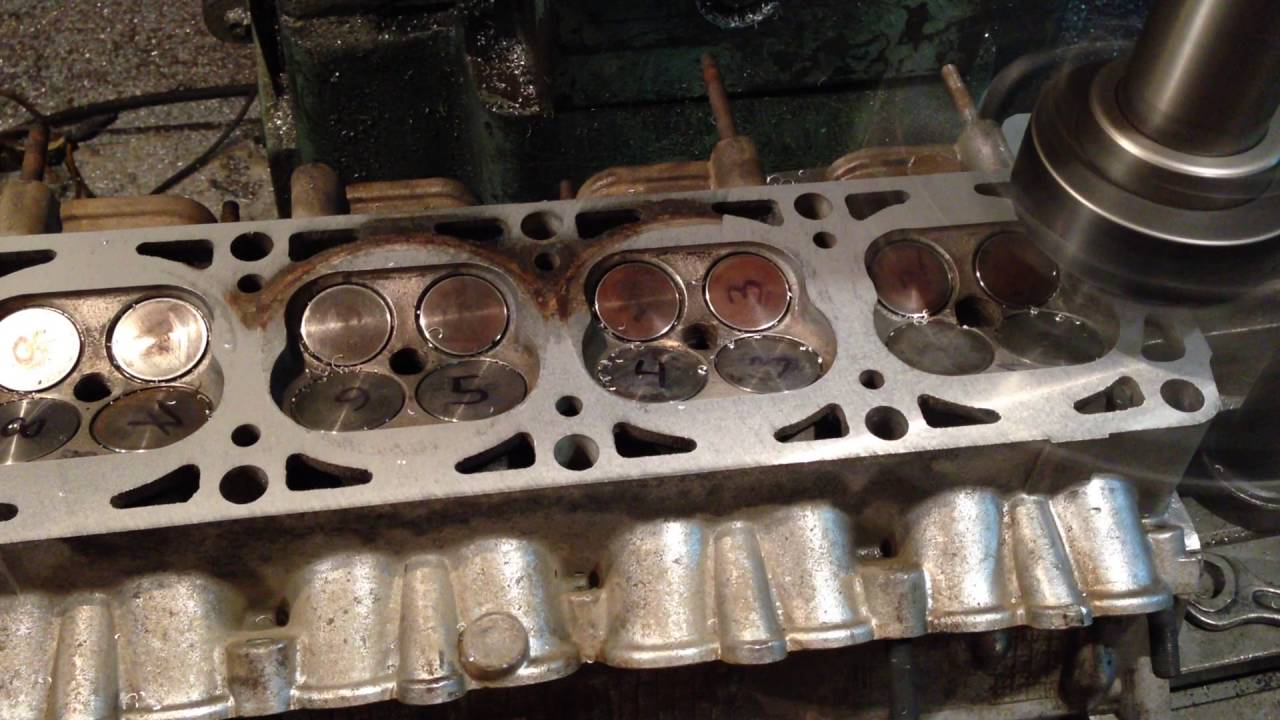
Что такое шлифовка ГБЦ и для чего собственно необходима эта процедура?
Шлифовка головки блока цилиндров — это технологический процесс, производимый на специальном оборудовании, с целью доведения плоскости ГБЦ до определенных параметров допустимых заводом изготовителем для плотного сопряжения головки с блоком цилиндров.
Есть несколько вариантов, при которых рекомендована данная процедура:
-
Вариант первый.
Зачастую автомобилисты обращаются с уже сложившейся проблемой, а именно заменой прокладки ГБЦ в связи с течью. Но надо понимать, что это уже видимый результат неправильной работы вашего автомобиля. Причиной может служить, как незначительный перегрев двигателя в связи с неисправностями в системе охлаждения, так и абсолютно случайное попадание воды и в последствие деформация ГБЦ и прогоревшая прокладка, требующая замены. Очень важно выяснить причину неисправности и провести грамотную дефектовку и вероятнее всего причиной пробитой прокладки явилось нарушения сопряжения плоскости ГБЦ и блока цилиндров.
В этом случае шлифовки (фрезеровки) избежать не получится. -
Вариант второй
Не редко встречаются обращения владельцев автомобилей с большим пробегом, а соответственно естественным износом. Либо те, кто просто поездил без масла в результатом чего стало «масляное голодание» двигателя. Естественно этим машинам рекомендуется капитальный ремонт ДВС. Действие серьезное и затратное. Но в любом случае не стоит ограничиваться только теми работами, которые указала дефектовка. Ведь головка уже снята и можно уделить ей немного времени и сделать идеально ровной. И при правильной эксплуатации автомобиля это поможет отсрочить на длительный период дальнейшие ремонты.
-
Вариант третий.
Сварочные работы, связанные с ремонтом трещин ГБЦ. При этом повышенная температура локально нагревает головку и происходит деформация. Так же на полости образуются швы, которые тоже убираются при помощи шлифовки ГБЦ.
-
Вариант четвертый.
При не регулярной замене либо некачественной охлаждающей жидкости на полости появляется коррозия. Вариант лечения — шлифовка головки.
-
Вариант пятый (банальный)
Данный случай имеет место быть зимой. Зачастую в связи с нехваткой времени либо просто с желанием сэкономить, мы решаем самостоятельно залить антифриз в систему охлаждения. Тем более, что антифриз уже куплен и лежит он у нас в багажнике. Чего же проще! Остановить машину и залить жидкость. Теперь внимание! Разогретый двигатель, а по системе охлаждения начинает циркулировать ледяной антифриз. В результат, локальный удар и деформация ГБЦ. И снова –шлифовка ГБЦ.
-
Вариант шестой.
Тюнинг автомобиля. Этот вариант касается только любителей, которые фанатично стремятся изменить параметры двигателя.
 В этом случае шлифовки (фрезеровки) избежать не получится.
В этом случае шлифовки (фрезеровки) избежать не получится.

Делаем вывод: шлифовка ГБЦ, осуществляется при каждом снятии головки блока цилиндров –это приводит к выравниванию поверхности ГБЦ, а, следовательно, увеличивает плотность прилегания головки к блоку. Результат, горячие газы не начнут выходить из-под прокладки, что сохранит прокладку целой, а нас избавит от ненужных расходов.
Результат, горячие газы не начнут выходить из-под прокладки, что сохранит прокладку целой, а нас избавит от ненужных расходов.
Специальный прайс стоимости работ по металообработке
| Наименование работ | ДВС 0.8-1.3 | ДВС 1.5-2.0 | ДВС V-6 | ДВС V-8 | ДВС рядный | БОНУС |
| фрезеровка головки блока 0.10 | 900 | 900 | 200 | |||
| фрезеровка головки блока 0.15 | 1000 | 1000 | 200 | |||
| фрезеровка головки блока V-6 | 1000 | 200 | ||||
| фрезеровка головки блока V-8 | 1250 | 250 | ||||
фрезеровка головки блока ряд. 6 6 | 1250 | 250 |
Для отечественных автомобилей
| Наименование работ | ДВС 1,5-1,6 | ДВС 2,0-2,4 | ДВС V-6 | ДВС V-8 | ДВС рядный | БОНУС |
| фрезеровка головки блока 0.05 | 500 | 700 | 100 | |||
| фрезеровка головки блока 0.10 | 650 | 850 | 150 | |||
| фрезеровка головки блока 0.15 | 750 | 950 | 150 | |||
| фрезеровка головки блока V-6 | 750 | 150 | ||||
| фрезеровка головки блока V-8 | 750 | 150 | ||||
фрезеровка головки блока ряд. 6 6 | 750 | 150 |
Обязательно ли шлифовать головку при замене прокладки
Нужна ли опрессовка и шлифовка ГБЦ
Опрессовка и шлифовка головки блока цилиндров (ГБЦ) — обязательная часть при ремонте двигателя или замене прокладки ГБЦ. При шлифовке устраняют неровности посадочной поверхности, опрессовка помогает найти повреждения, трещины. Считается, что без этих процедур после сборки могут появиться неожиданные, очень неприятные сюрпризы.
Сегодня поговорим о технологии проведения работ, ценах, особенностях ремонта блока цилиндров. И разберемся наконец, всегда ли нужна опрессовка и шлифовка головки блока.
Опрессовка ГБЦ
Проверка рубашки охлаждения на герметичность помогает обнаружить трещины, свищи, пористость, другие повреждения, через которые «уходит» охлаждающая жидкость. В зависимости от расположения трещин антифриз попадает в масло или выступает снаружи головки блока.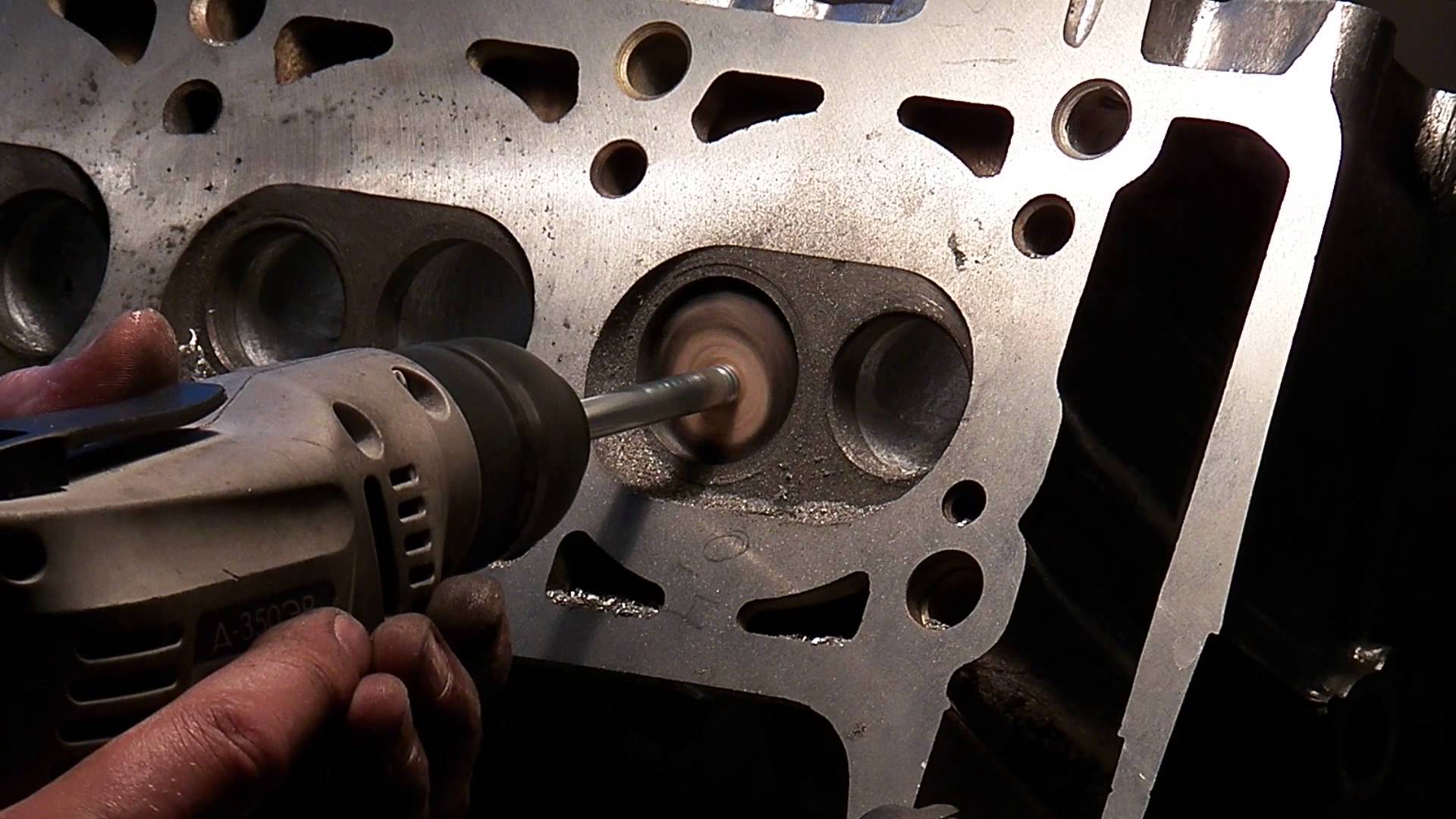
Когда необходима опрессовка:
● Падает уровень охлаждающей жидкости. Антифриз постепенно испаряется через мелкие трещины. Потеков обычно не бывает.
● Повышается уровень масла. Антифриз попадает в систему смазки, смешивается с маслом. Объем увеличивается и масло превращается в эмульсию — меняется состав, ухудшаются смазочные свойства. Двигатель в таких условиях изнашивается в разы быстрее.
● Выхлопные газы приобретают белый оттенок — вместе отработанным газом выходит пар.
Технология опрессовки ГБЦ
Проверку на герметичность ГБЦ рекомендуют проводить во время каждой разборки двигателя. Если же ремонт связан с перегревом, обрывом ремня, деформацией головки, нарушением затяжки болтов, то опрессовку выполняют обязательно.
Дефекты ищут на специальном стенде с ванной для определения проблемных точек. Порядок работ:
1. Демонтировать головку, снять все лишнее, очистить от масла, закрыть технологические отверстия резиновыми заглушками. Открытым оставляют только отверстие для подключения шланга компрессора.
Открытым оставляют только отверстие для подключения шланга компрессора.
2. Закачать воздух под давлением 5-7 атмосфер. Этого достаточно чтобы обнаружить дефекты.
3. Опустить узел в ванну с горячей водой, осмотреть со всех сторон. Нагретый металл расширяется, поры и трещины становятся больше, в точках сквозных повреждений начинают выделяться пузырьки воздуха.
4. Пометить проблемные места.
5. Восстановить герметичность. Если ремонт не возможен, то меняют ГБЦ.
Шлифовка ГБЦ
Во время шлифовки выравнивают посадочные поверхности, чтобы прилегание было прочным, равномерным. Обработка требуется по трем причинам:
● Прогорела прокладка. Нужно удалить остатки уплотнителя, восстановить начальное состояние поверхности.
● ГБЦ повело в результате перегрева двигателя. Даже небольшая деформация вызывает неплотное прилегание, нарушение герметичности соединения.
● Головка деформирована в результате неправильной затяжки. Технология сборки блока предполагает строгую очередность, соблюдение моментов затяжки.
Когда необходима шлифовка ГБЦ
● Потеря мощности. Неплотное прилегание головки блока сказывается на производительности двигателя.
● Перегрев. При утечках технических жидкостей система охлаждения работает неправильно.
● Снижение уровня масла, антифриза.
На практике ГБЦ шлифуют при каждой разборке и ремонте ДВС.
Технология шлифовки
ГБЦ обрабатывают на специальном станке (стенде), который позволяет точно восстановить поверхность. Главное требование — удаление неровностей, полное восстановление плоскости.
Как связаны шлифовка и опрессовка
В обоих случаях результат повреждений — нарушение герметичности головки блока. Шлифовать ГБЦ без опрессовки нецелесообразно — если проблема не исчезнет, придется заново разбирать двигатель, проверять герметичность, восстанавливать, повторно обрабатывать посадочную поверхность.
Можно ли обойтись без опрессовки и шлифовки ГБЦ
Шлифовка не нужна только если поверхность полностью ровная, без деформаций и повреждений. Без опрессовки можно обойтись если нет симптомов разгерметизации. В ArtGalleryAuto головку тщательно осматривают, измеряют отклонения. Если все в порядке и признаков нарушения герметичности нет, то шлифовка не требуется.
Без опрессовки можно обойтись если нет симптомов разгерметизации. В ArtGalleryAuto головку тщательно осматривают, измеряют отклонения. Если все в порядке и признаков нарушения герметичности нет, то шлифовка не требуется.
Обязательно ли шлифовать головку при замене прокладки
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Читайте в этой статье
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине.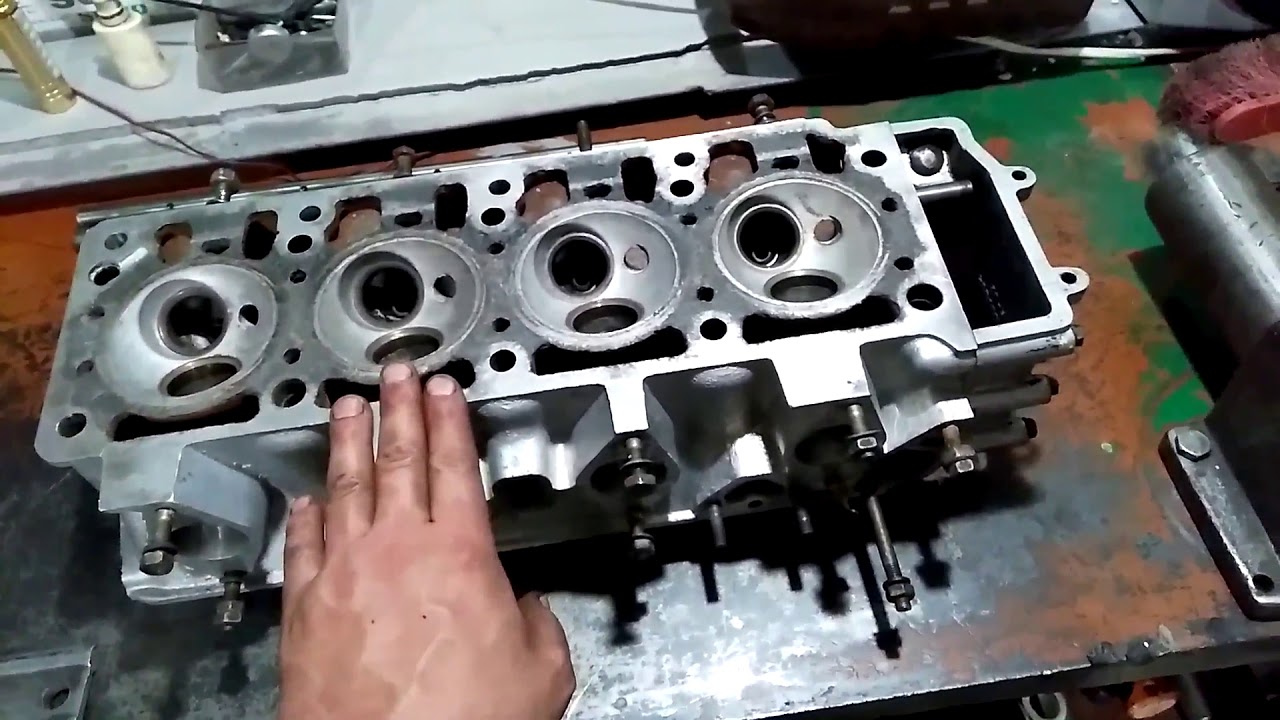 Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Какую прокладку лучше выбрать.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
Шлифовка головки блока цилиндров (ГБЦ) — не самый простой процесс, с которым приходится сталкиваться либо при капитальном ремонте мотора, либо при его серьезной модернизации. При обычном обслуживании автомобиля водитель маловероятно столкнется с необходимостью проведения подобной процедуры. Несмотря на это, полезно будет знать, как проводится шлифовка головки блока цилиндров, в каких случаях это необходимо делать и зачем.
При обычном обслуживании автомобиля водитель маловероятно столкнется с необходимостью проведения подобной процедуры. Несмотря на это, полезно будет знать, как проводится шлифовка головки блока цилиндров, в каких случаях это необходимо делать и зачем.
Что собой представляет головка блока цилиндров
Головка блока цилиндров — один из ключевых элементов двигателя. Она располагается на блоке цилиндров, прилегая к нему максимально плотно через прокладку. В головке блока цилиндров располагается газораспределительный механизм. Также в корпусе ГБЦ частично находится камера сгорания и проходят различные компоненты с техническими жидкостями — смазкой и антифризом.
Соответственно, чтобы прилегание головки блока цилиндров происходило плотно, нужно, чтобы она была максимально качественно отшлифована, и на ней не было заусенцев, неровностей, шероховатостей.
В каких случаях требуется шлифовка головки блока цилиндров
Если ГБЦ неплотно прилегает к блоку цилиндров, это ведет к проблемам в работе двигателя. Проявляться проблемы могут:
Проявляться проблемы могут:
- Снижением мощности двигателя;
- Утечкой технических жидкостей — масла, антифриза;
- Сложностями с пуском двигателя;
- Перегревом мотора.
Это довольно типичные проблемы, которые указывают на многие неисправности двигателя, одной из которых может быть плохое прилегание головки блока цилиндров и необходимость ее шлифовки.
Наиболее часто повреждение головки блока цилиндров сопровождается повреждением прокладки. При прогорании прокладки возникнет прорыв газов из камеры сгорания.
Но не только при возникновении проблем в работе двигателя показана шлифовка головки блока цилиндров. Также обязательно такую работу проводят при выполнении любых сложных работ с элементами двигателя, связанными с ГБЦ. Например, шлифовка ГБЦ проводится при замене распределительного вала, прокладки, устранении дефекта гильз и так далее. То есть, всегда, когда ГБЦ снимается, лучше ее отшлифовать перед обратной установкой, тем самым максимально увеличив привалочную плоскость головки блока цилиндров и блока цилиндров.
Также шлифовка ГБЦ может проводиться с целью увеличения мощности двигателя, когда речь идет о тонком тюнинге мотора. Уменьшение высоты головки блока позволяет повысить степень сжатия.
Как выполняется шлифовка головки блока цилиндров
Работы по шлифовке головки блока цилиндров лучше выполнять на СТО, где имеется требуемое оборудование, а также специалисты, знакомые с подобной работой. Сам процесс шлифовки проходит следующим образом:
- Первым делом специалист определяет плоскость головки блока цилиндров. Для этого можно использовать щупы и обычную стальную линейку (если она не имеет дефектов, изгибов и одинакова по толщине). Линейка прикладывается к нижней плоскости диагонально, а щупы вставляются в зазоры, присутствующие между поверхностью ГБЦ и приложенной линейкой;
- Если в результате замеров были обнаружены неровности, проводится проверка ГБЦ на наличие крупных трещин. Это обязательно сделать, поскольку нет никакого смысла шлифовать треснувшую деталь — она не сможет работать должным образом;
- Далее начинается поиск микротрещин. Это можно сделать при помощи специального оборудования на СТО или методом покрытия ГБЦ краской. Для этого головка блока цилиндров предварительно очищается от грязи, после чего на нее наносится краситель. Далее краситель стирается, и места, где он остался, указывают на наличие небольших трещин. Есть еще второй способ проверки — ГБЦ нагревается и опускается в специальную ванну с жидкостью, на поверхности которой при наличии трещин будут появляться пузырьки воздуха;
- Обнаружив микротрещины, которые можно устранить, необходимо это сделать, перед тем как приступать к шлифовке;
- Далее наступает сам процесс шлифовки. Он проводится на специальном фрезерно-шлифовальном станке при помощи специального круга. При этом нужно обладать данными о том, какая максимальная глубина шлифовки возможно для конкретной головки блока цилиндров. Глубина отличается, в зависимости от того, на каком двигателе будет установлена ГБЦ.
 Это можно сделать при помощи специального оборудования на СТО или методом покрытия ГБЦ краской. Для этого головка блока цилиндров предварительно очищается от грязи, после чего на нее наносится краситель. Далее краситель стирается, и места, где он остался, указывают на наличие небольших трещин. Есть еще второй способ проверки — ГБЦ нагревается и опускается в специальную ванну с жидкостью, на поверхности которой при наличии трещин будут появляться пузырьки воздуха;
Это можно сделать при помощи специального оборудования на СТО или методом покрытия ГБЦ краской. Для этого головка блока цилиндров предварительно очищается от грязи, после чего на нее наносится краситель. Далее краситель стирается, и места, где он остался, указывают на наличие небольших трещин. Есть еще второй способ проверки — ГБЦ нагревается и опускается в специальную ванну с жидкостью, на поверхности которой при наличии трещин будут появляться пузырьки воздуха;Важно: Если глубина повреждений превышает максимально допустимую глубину снятия поверхности ГБЦ при шлифовке, скорее всего, деталь придется заменить. В редких случаях решить проблему можно установкой меньшей по толщине прокладки ГБЦ.
В редких случаях решить проблему можно установкой меньшей по толщине прокладки ГБЦ.
При выполнении работ по шлифовке головки блока цилиндров критически важен профессионализм мастера, который выполняет работу. От качества шлифовки будет зависеть герметичность системы и в целом работа двигателя. Поэтому не рекомендуется выполнять шлифовки ГБЦ самостоятельно без должного оборудования и навыков.
Подписаться на тему
Уведомление на e-mail об ответах в тему, во время Вашего отсутствия на форуме.
Подписка на этот форум
Уведомление на e-mail о новых темах на форуме, во время Вашего отсутствия на форуме.
Скачать/Распечатать тему
Скачивание темы в различных форматах или просмотр версии для печати этой темы.
Нужна ли опрессовка и шлифовка ГБЦ
Опрессовка и шлифовка головки блока цилиндров (ГБЦ) — обязательная часть при ремонте двигателя или замене прокладки ГБЦ. При шлифовке устраняют неровности посадочной поверхности, опрессовка помогает найти повреждения, трещины. Считается, что без этих процедур после сборки могут появиться неожиданные, очень неприятные сюрпризы.
Считается, что без этих процедур после сборки могут появиться неожиданные, очень неприятные сюрпризы.
Сегодня поговорим о технологии проведения работ, ценах, особенностях ремонта блока цилиндров. И разберемся наконец, всегда ли нужна опрессовка и шлифовка головки блока.
Опрессовка ГБЦ
Проверка рубашки охлаждения на герметичность помогает обнаружить трещины, свищи, пористость, другие повреждения, через которые «уходит» охлаждающая жидкость. В зависимости от расположения трещин антифриз попадает в масло или выступает снаружи головки блока.
Когда необходима опрессовка:
● Падает уровень охлаждающей жидкости. Антифриз постепенно испаряется через мелкие трещины. Потеков обычно не бывает.
● Повышается уровень масла. Антифриз попадает в систему смазки, смешивается с маслом. Объем увеличивается и масло превращается в эмульсию — меняется состав, ухудшаются смазочные свойства. Двигатель в таких условиях изнашивается в разы быстрее.
● Выхлопные газы приобретают белый оттенок — вместе отработанным газом выходит пар.
Технология опрессовки ГБЦ
Проверку на герметичность ГБЦ рекомендуют проводить во время каждой разборки двигателя. Если же ремонт связан с перегревом, обрывом ремня, деформацией головки, нарушением затяжки болтов, то опрессовку выполняют обязательно.
Дефекты ищут на специальном стенде с ванной для определения проблемных точек. Порядок работ:
1. Демонтировать головку, снять все лишнее, очистить от масла, закрыть технологические отверстия резиновыми заглушками. Открытым оставляют только отверстие для подключения шланга компрессора.
2. Закачать воздух под давлением 5-7 атмосфер. Этого достаточно чтобы обнаружить дефекты.
3. Опустить узел в ванну с горячей водой, осмотреть со всех сторон. Нагретый металл расширяется, поры и трещины становятся больше, в точках сквозных повреждений начинают выделяться пузырьки воздуха.
4. Пометить проблемные места.
5. Восстановить герметичность. Если ремонт не возможен, то меняют ГБЦ.
Шлифовка ГБЦ
Во время шлифовки выравнивают посадочные поверхности, чтобы прилегание было прочным, равномерным. Обработка требуется по трем причинам:
Обработка требуется по трем причинам:
● Прогорела прокладка. Нужно удалить остатки уплотнителя, восстановить начальное состояние поверхности.
● ГБЦ повело в результате перегрева двигателя. Даже небольшая деформация вызывает неплотное прилегание, нарушение герметичности соединения.
● Головка деформирована в результате неправильной затяжки. Технология сборки блока предполагает строгую очередность, соблюдение моментов затяжки.
Когда необходима шлифовка ГБЦ
● Потеря мощности. Неплотное прилегание головки блока сказывается на производительности двигателя.
● Перегрев. При утечках технических жидкостей система охлаждения работает неправильно.
● Снижение уровня масла, антифриза.
На практике ГБЦ шлифуют при каждой разборке и ремонте ДВС.
Технология шлифовки
ГБЦ обрабатывают на специальном станке (стенде), который позволяет точно восстановить поверхность. Главное требование — удаление неровностей, полное восстановление плоскости.
Как связаны шлифовка и опрессовка
В обоих случаях результат повреждений — нарушение герметичности головки блока. Шлифовать ГБЦ без опрессовки нецелесообразно — если проблема не исчезнет, придется заново разбирать двигатель, проверять герметичность, восстанавливать, повторно обрабатывать посадочную поверхность.
Можно ли обойтись без опрессовки и шлифовки ГБЦ
Шлифовка не нужна только если поверхность полностью ровная, без деформаций и повреждений. Без опрессовки можно обойтись если нет симптомов разгерметизации. В ArtGalleryAuto головку тщательно осматривают, измеряют отклонения. Если все в порядке и признаков нарушения герметичности нет, то шлифовка не требуется.
Как делается шлифовка головки блока цилиндров своими руками
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т. п.
п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
Нужно ли шлифовать гбц при замене прокладки
Головка блока цилиндров (ГБЦ) нуждается в периодической обработке. Как правило это шлифовка ГБО, которая выполняется практически каждый раз, когда производится полный демонтаж головки. При помощи шлифовки с поверхности головки удаляются любые неровности, которые препятствуют нормальному прилеганию ГБЦ к блоку.
Любая неровность или искривление может свести на нет любые старания и привести к прогару прокладки и проникновению выхлопных газов вовнутрь блока или наружу. Для идеального прилегания поверхность ГБЦ должна быть идеальной.
Как правило деформация вызвана перегревами или несоблюдением правил затяжки головки блока цилиндров. Максимально допустимая деформация составляет 0,05 мм, при такой шлифовка ГБЦ не нужна, т. к. такое искривление встречается часто даже на новых автомобилях. Проверка степени деформации производится посредством специальных лекал и щупов. Головка крепится на ровной поверхности, затем на ее поверхность устанавливается лекало, которое должно максимально плотно прилегать к поверхности ГБЦ. Если между лекалом и поверхностью имеется щель, в нее устанавливают щуп для того, чтобы измерить степень искривления, после чего оглашается вердикт относительно шлифовки.
к. такое искривление встречается часто даже на новых автомобилях. Проверка степени деформации производится посредством специальных лекал и щупов. Головка крепится на ровной поверхности, затем на ее поверхность устанавливается лекало, которое должно максимально плотно прилегать к поверхности ГБЦ. Если между лекалом и поверхностью имеется щель, в нее устанавливают щуп для того, чтобы измерить степень искривления, после чего оглашается вердикт относительно шлифовки.
Когда необходима шлифовка ГБЦ?
- В случае нарушения геометрии. Если головка по каким-то причинам имеет искривление и не прошла тест с лекалом и щупом, необходимо производить шлифовку. Как я уже говорил, происходит это по разным причинам, например, в результате локальных перегревов, которые по большому счету никак не проявляются во время работы двигателя. Однако после ослабления болтов и демонтажа головка часто бывает деформирована, что нельзя так просто оставить.
- После сварочных работ. Если в головке были дефекты типа трещин или другие недопустимые повреждения, которые устранялись при помощи сварочных работ, то скорее всего головка была подвержена локальному перегреву, который повлек за собой соответствующие деформации. К тому же нередко трещины образуются как раз на стыке ГБЦ и блока, поэтому после сварки на поверхности остаются сварочные швы, которые не убрать без шлифовки, в противном случае сборка будет невозможна.
 К тому же нередко трещины образуются как раз на стыке ГБЦ и блока, поэтому после сварки на поверхности остаются сварочные швы, которые не убрать без шлифовки, в противном случае сборка будет невозможна.
К тому же нередко трещины образуются как раз на стыке ГБЦ и блока, поэтому после сварки на поверхности остаются сварочные швы, которые не убрать без шлифовки, в противном случае сборка будет невозможна.Шлифовка ГБЦ — особенности выполнения
Перед тем как начать шлифовать ГБЦ, выполняется дефектовка с целью измерения степени деформации, это позволяет понять сколько шлифовать и где. При помощи лекальной линейки, измеряется вся головка в разных плоскостях ( крест на крест, продольно, вдоль отверстий креплений и т. д.). Если головка уже подвергалась шлифованию, и с ее поверхности довольно много сняли, такую головку не рекомендуется шлифовать, ее лучше заменить полностью.
После подготовки и всех изменений, головка устанавливается на стол для шлифования, надежно фиксируется и обрабатывается при помощи фрезы. С поверхности в несколько заходов срезается лишний металл, а в промежутках производятся измерения.
Более наглядно увидеть, что такое шлифовка ГБЦ, вы можете увидеть в этом видео:
 youtube.com/embed/h0kn_pSv2nU»/> После шлифовки головки блока цилиндров, она может прослужить еще долгие годы, при условии, что мотор будет эксплуатироваться должным образом.
youtube.com/embed/h0kn_pSv2nU»/> После шлифовки головки блока цилиндров, она может прослужить еще долгие годы, при условии, что мотор будет эксплуатироваться должным образом.
Шлифовка головки блока цилиндров в гаражных критериях
Хорошего времени суток, почетаемые автомобилисты! Вероятнее всего, вам не является секретом тот факт, что головка блока цилиндров является очень специфичной частью мотора автомобиля. Все системы и детали ГБЦ очень плотно сплетены вместе, а какая-либо неисправность деталей, обычно, является следствием более важного недостатка в ГБЦ.
К примеру, если вы нашли, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, кроме конкретно замены прокладки ГБЦ, безотступно рекомендуется отыскать причину того, почему произошел пробой прокладки.
А причина может быть до очевидного ординарна – даже малозначительный перегрев мотора либо случайное попадание на него воды, может стать предпосылкой деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, нужно провести полную дефектовку состояния головки блока. И полностью возможно, что предпосылкой пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В данном случае для вас без оговорок, пригодится фрезеровка либо по-другому, шлифовка головки блока цилиндров.
Когда нужна шлифовка ГБЦ
Давайте уясним, зачем нужна шлифовка головки блока цилиндров, ну и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до нужных характеристик привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в 2-ух случаях. 1-ый, не особо животрепещущий для среднего водителя – это тюнинг мотора. Для роста степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии горючего неплохого свойства. Другими словами этот вариант можно бросить для более фанатичных сторонников конфигурации характеристик мотора.
Читайте
2-ой вариант, когда в неотклонимом порядке проводится шлифовка головки мотора – это ремонт ГБЦ. Ремонт в любом виде, или для вас пригодилось поменять прокладку, или вы решили поменять либо отремонтировать распредвал. Не ограничивайтесь конкретно той ремонтной операцией, ради которой вы провели разборку ГБЦ. Ведь уже сняли, уделите ей незначительно времени, для того, чтоб чуток позднее вновь не начинать ремонт ГБЦ.
Нужно ли шлифовать плоскость блока цилиндров. 79283781177
доказывается необходимость шлифовки плоскости блока.
Вот почему необходимо
шлифовать головки блока (особенно под металлопакет)
Обычный метод притирки головки в домашних критериях!
Готовим головку блока к шлифовке
Проверку плоскости головки можно провести своими руками, с помощью железной линейки и набора щупов. Линейка попеременно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который заходит в зазор меж линейкой и плоскостью головки. Способ дальний от четких величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Линейка попеременно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который заходит в зазор меж линейкой и плоскостью головки. Способ дальний от четких величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Что самое увлекательное, конкретно около тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите самую большую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы на сто процентов будете убеждены в том, что корпус ГБЦ не имеет трещинок. Можно испытать выискать эти самые трещинкы своими силами, к примеру с помощью красящего вещества.
Читайте
На кропотливо очищенную поверхность головки наносится краска, через 5 минут удаляется и вы сможете созидать трещинкы. Несовершенство этого способа в том, что навряд ли вы увидите микротрещины, либо те трещинкы, которые пошли вовнутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на плотность проводится в особом устройстве, где корпус головки греется, и трещинкы демонстрируют себя с помощью давления и воздушных пузырьков в воду ванной, где расположена головка блока. И только после устранения найденных трещинок блока, можно приступать к шлифовке головки мотора.
Проверка внутренних полостей ГБЦ на плотность проводится в особом устройстве, где корпус головки греется, и трещинкы демонстрируют себя с помощью давления и воздушных пузырьков в воду ванной, где расположена головка блока. И только после устранения найденных трещинок блока, можно приступать к шлифовке головки мотора.
Шлифовка головки блока цилиндров
Шлифовка головки для вас навряд ли получится своими руками, потому что делается на особом фрезерно-шлифовальном станке. Разработка для вас не должна быть увлекательной, но… некие аспекты вы должны знать, чтоб позже применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего мотора, должен указывать наивысшую (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу мотора.
Лучше, чтоб вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые числа производителя. Это необходимо для того, чтоб подобрать прокладку соответственной толщины. И, если пригодится укорачивать клапана, то необходимо знать на сколько.
И, если пригодится укорачивать клапана, то необходимо знать на сколько.
Не стоит экспериментировать с движком. Если при шлифовке будет превышен наибольший припас, озвученный производителем, то придётся произвести подмену головки блока цилиндров.
Процедура шлифовки не занимает много времени, и получив на руки испытанную на плотность и отшлифованную ГБЦ, вы тихо сможете устанавливать её на место.
Фортуны для вас при проведении операции по шлифовке головки блока цилиндров.
- Шлифовка головки блока цилиндров — для чего она нужна?
- Когда нужна шлифовка ГБЦ
- Подготовка головки блока к шлифочным работам
- Процесс шлифовки ГБЦ
Большинство автовладельцев в курсе, что одной из наиболее специфических частей автомобильного двигателя является головка блоков цилиндра. Абсолютно все элементы головки блока цилиндров тесно взаимодействуют друг с другом, а если что-то и сломается, что результатом будет серьезный дефект ГБЦ. К примеру, если износилась прокладка ГБЦ, от чего происходит пропускание масла, то в качестве ремонта придется не только заменить прокладку, но и выяснить причину, по которой этот элемент пришел в негодность.
Причина может быть крайне банальной – даже самое незначительное перегревание движка или же вода, случайно попавшая на него, может привести к тому, что ГБЦ деформируется, от чего произойдет прогорание прокладки. Если говорить простыми словами, то придется проводить полную диагностику ГБЦ. А наиболее вероятной причиной того, что прокладку стало пробивать, является нарушение сопряжения блока цилиндров и ГБЦ. Если это действительно так, то скорее всего понадобится шлифовка (фрезеровка) ГБЦ.
Когда нужна шлифовка ГБЦ
Необходимо разобраться в том, зачем же нужно шлифовать как головку блока цилиндров, так и сам блок тоже. ГБЦ нужно шлифовать для того, чтобы довести до предписанных параметров привалочную плоскость ГБЦ, которая сопрягается с плоскостью блока цилиндров.
Обязательно шлифовать головку двигателя нужно и в случае проведения ремонтных работ с ГБЦ – будь то обычная замена прокладки или же замена/ремонт распределительного вала. Не стоит ограничиваться только теми ремонтными работами, ради которых была произведена разборка головки блока цилиндров. Ведь если она открыта, то можно выделить чуть больше времени, чем обычно, дабы после не возвращаться к этому вопросу.
Ведь если она открыта, то можно выделить чуть больше времени, чем обычно, дабы после не возвращаться к этому вопросу.
Подготовка головки блока к шлифочным работам
Проверить плоскость головки можно самостоятельно, используя линейку и набор щупов. Линейку нужно поочередно приложить по диагоналям нижней плоскости, после чего нужно подобрать щуп, который бы входил в интервал между плоскостью головки и линейкой. Высокую точность измерений такой метод не даст, но все же у Вас будет общее представление о том, на сколько деформировалась сопрягаемая плоскость. Больше всего плоскость головки будет деформирована в области цилиндров, прокладка которых прогорела, а поршни покрыты нагаром.
Запомните, что шлифовать головку ГБЦ можно только после полной проверки корпуса на предмет наличия трещин. Никаких изъянов быть не должно. Найти же трещины можно используя какую-нибудь окрашивающую жидкость, правда перед проверкой нужно тщательно очистить поверхность головки.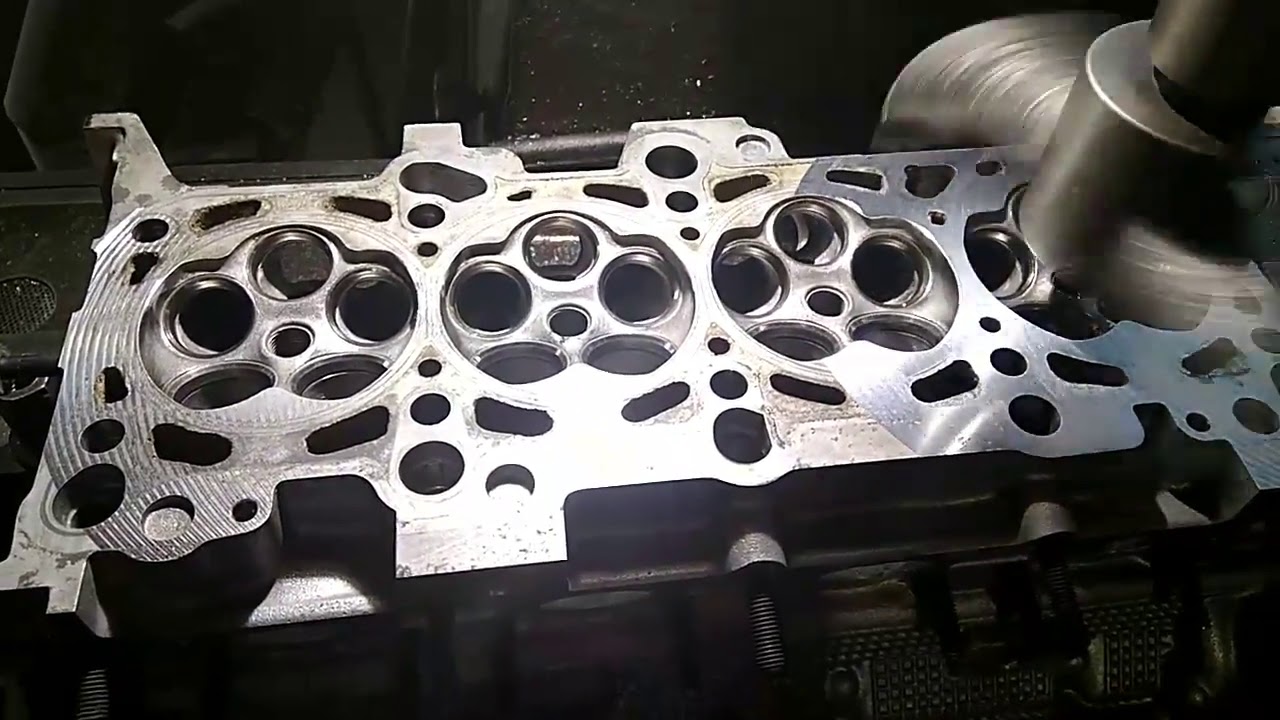 После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
После нанесения краски нужно будет подождать всего 5 минут, после чего ее можно удалять. Если поверхность ровная, то следов от краски не останется, а вот в трещины она забьется, показывая изъяны. Но, к сожалению, подобным способом не удастся выявить микротрещины или же отверстия, образовавшиеся уже внутри блока.
Для диагностирования придется использовать специальное оборудование. Проверить, на сколько герметичны внутренние полости ГБЦ, можно только с помощью специального устройства, которое нагревает корпус головки, после чего трещины будут выявлены через воздушные пузырьки и давление, если поместить головку в воду. Если трещины все же есть, то сначала их нужно будет удалить, а после чего уже можно будет приступать непосредственно к шлифовальным работам.
Процесс шлифовки ГБЦ
Провести процесс шлифовки ГБЦ самостоятельно у Вас вряд ли получится, так как для проведения операции потребуется специальная фрезерно-шлифовальная машинка. Технологическая сторона процесса Вас вряд ли заинтересует, но все же стоит иметь представление о некоторых нюансах, которые следует учесть при сборке ГБЦ.
Толщина шлифования. В мануале от завода-производителя, который прилагается к модели Вашей машины, должна быть указана максимальная (ремонтная) глубина шлифования плоскости. При соблюдении всех параметров двигатель будет работать нормально. Будет огромным плюсом, если Вы уточните у мастера глубину фрезеровки, которую он собирается сделать. Обязательно скажите о том, какие цифры указаны в мануале. Необходимо это для того, чтобы мастер смог подобрать прокладку с нужной толщиной. В случае необходимости проведения укорачивания клапана, нужно знать допустимую норму для этого.
Проводить эксперименты с двигателем специалисты крайне не рекомендуют. Если мастер переборщит, то есть превысит максимально допустимый запас, описанный в мануале, то придется полностью заменить ГБЦ. По времени шлифование – процедура достаточно быстрая, а результатом будет герметичная и отшлифованная ГБЦ, которую можно со спокойной душой ставить на место. Желаем успехов.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
Источники:
http://womaninred.ru/objazatelno-li-shlifovat-golovku-pri-zamene/
http://zen.yandex.ru/media/id/5bbf438889af9f00a9caf883/5d8a375ebc251400b1685b9f
http://o-ladagranta.ru/nuzhno-li-shlifovat-gbc-pri-zamene-prokladki/
Компьютер включается но не запускается и не пищит вентиляторы работают
Обязательно ли шлифовать головку при замене прокладки
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Читайте в этой статье
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
Как растачивается коленвал, особенности подбора вкладышей.
Шлифовка головки блока цилиндров (ГБЦ) — не самый простой процесс, с которым приходится сталкиваться либо при капитальном ремонте мотора, либо при его серьезной модернизации. При обычном обслуживании автомобиля водитель маловероятно столкнется с необходимостью проведения подобной процедуры. Несмотря на это, полезно будет знать, как проводится шлифовка головки блока цилиндров, в каких случаях это необходимо делать и зачем.
Что собой представляет головка блока цилиндров
Головка блока цилиндров — один из ключевых элементов двигателя. Она располагается на блоке цилиндров, прилегая к нему максимально плотно через прокладку. В головке блока цилиндров располагается газораспределительный механизм. Также в корпусе ГБЦ частично находится камера сгорания и проходят различные компоненты с техническими жидкостями — смазкой и антифризом.
Соответственно, чтобы прилегание головки блока цилиндров происходило плотно, нужно, чтобы она была максимально качественно отшлифована, и на ней не было заусенцев, неровностей, шероховатостей.
В каких случаях требуется шлифовка головки блока цилиндров
Если ГБЦ неплотно прилегает к блоку цилиндров, это ведет к проблемам в работе двигателя. Проявляться проблемы могут:
- Снижением мощности двигателя;
- Утечкой технических жидкостей — масла, антифриза;
- Сложностями с пуском двигателя;
- Перегревом мотора.
Это довольно типичные проблемы, которые указывают на многие неисправности двигателя, одной из которых может быть плохое прилегание головки блока цилиндров и необходимость ее шлифовки.
Наиболее часто повреждение головки блока цилиндров сопровождается повреждением прокладки. При прогорании прокладки возникнет прорыв газов из камеры сгорания.
Но не только при возникновении проблем в работе двигателя показана шлифовка головки блока цилиндров. Также обязательно такую работу проводят при выполнении любых сложных работ с элементами двигателя, связанными с ГБЦ. Например, шлифовка ГБЦ проводится при замене распределительного вала, прокладки, устранении дефекта гильз и так далее. То есть, всегда, когда ГБЦ снимается, лучше ее отшлифовать перед обратной установкой, тем самым максимально увеличив привалочную плоскость головки блока цилиндров и блока цилиндров.
То есть, всегда, когда ГБЦ снимается, лучше ее отшлифовать перед обратной установкой, тем самым максимально увеличив привалочную плоскость головки блока цилиндров и блока цилиндров.
Также шлифовка ГБЦ может проводиться с целью увеличения мощности двигателя, когда речь идет о тонком тюнинге мотора. Уменьшение высоты головки блока позволяет повысить степень сжатия.
Как выполняется шлифовка головки блока цилиндров
Работы по шлифовке головки блока цилиндров лучше выполнять на СТО, где имеется требуемое оборудование, а также специалисты, знакомые с подобной работой. Сам процесс шлифовки проходит следующим образом:
- Первым делом специалист определяет плоскость головки блока цилиндров. Для этого можно использовать щупы и обычную стальную линейку (если она не имеет дефектов, изгибов и одинакова по толщине). Линейка прикладывается к нижней плоскости диагонально, а щупы вставляются в зазоры, присутствующие между поверхностью ГБЦ и приложенной линейкой;
- Если в результате замеров были обнаружены неровности, проводится проверка ГБЦ на наличие крупных трещин. Это обязательно сделать, поскольку нет никакого смысла шлифовать треснувшую деталь — она не сможет работать должным образом;
- Далее начинается поиск микротрещин. Это можно сделать при помощи специального оборудования на СТО или методом покрытия ГБЦ краской. Для этого головка блока цилиндров предварительно очищается от грязи, после чего на нее наносится краситель. Далее краситель стирается, и места, где он остался, указывают на наличие небольших трещин. Есть еще второй способ проверки — ГБЦ нагревается и опускается в специальную ванну с жидкостью, на поверхности которой при наличии трещин будут появляться пузырьки воздуха;
- Обнаружив микротрещины, которые можно устранить, необходимо это сделать, перед тем как приступать к шлифовке;
- Далее наступает сам процесс шлифовки. Он проводится на специальном фрезерно-шлифовальном станке при помощи специального круга. При этом нужно обладать данными о том, какая максимальная глубина шлифовки возможно для конкретной головки блока цилиндров. Глубина отличается, в зависимости от того, на каком двигателе будет установлена ГБЦ.
 Это обязательно сделать, поскольку нет никакого смысла шлифовать треснувшую деталь — она не сможет работать должным образом;
Это обязательно сделать, поскольку нет никакого смысла шлифовать треснувшую деталь — она не сможет работать должным образом; Глубина отличается, в зависимости от того, на каком двигателе будет установлена ГБЦ.
Глубина отличается, в зависимости от того, на каком двигателе будет установлена ГБЦ.Важно: Если глубина повреждений превышает максимально допустимую глубину снятия поверхности ГБЦ при шлифовке, скорее всего, деталь придется заменить. В редких случаях решить проблему можно установкой меньшей по толщине прокладки ГБЦ.
При выполнении работ по шлифовке головки блока цилиндров критически важен профессионализм мастера, который выполняет работу. От качества шлифовки будет зависеть герметичность системы и в целом работа двигателя. Поэтому не рекомендуется выполнять шлифовки ГБЦ самостоятельно без должного оборудования и навыков.
Подписаться на тему
Уведомление на e-mail об ответах в тему, во время Вашего отсутствия на форуме.
Подписка на этот форум
Уведомление на e-mail о новых темах на форуме, во время Вашего отсутствия на форуме.
Скачать/Распечатать тему
Скачивание темы в различных форматах или просмотр версии для печати этой темы.
Шлифовка головки блока цилиндров
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Содержание статьи
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т. п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Напоследок добавим, что с учетом того, сколько стоит шлифовка головки блока цилиндров, данная ремонтная процедура позволяет значительно сэкономить денежные средства и избавить владельца от необходимости устанавливать новую головку. Это справедливо и применительно к блоку цилиндров, особенно в том случае, если необходима внутренняя шлифовка цилиндра, в котором появились дефекты.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Читайте также
Шлифовка ГБЦ автомобиля
Все детали головки блока цилиндров, естественно, связаны друг с другом. Потому любая неисправность в какой-то части может спровоцировать серьезную поломку системы. В частности, при устранении неполадок, например, при замене прокладки ГБЦ, которая стала пропускать масло, необходимо помимо замены установить причину, приведшую к этому: перегревание двигателя, нарушение сопряжения плоскости блока цилиндров и ГБЦ, прочие причины деформации ГБЦ. Потому шлифовка ГБЦ или, как процесс называется специалистами, фрезеровка ГБЦ может быть крайне необходимой. Главное – доверить деталь в руки квалифицированных мастеров.
Потому шлифовка ГБЦ или, как процесс называется специалистами, фрезеровка ГБЦ может быть крайне необходимой. Главное – доверить деталь в руки квалифицированных мастеров.
Зачем производят шлифовку ГБЦ?
Шлифовать ГБЦ следует тогда, когда необходимо довести привалочную плоскость ГБЦ, которая сопрягается с плоскостью блока, до требуемых параметров.
Как правило, фрезеровку производят в нескольких случаях. Первый – это тюнинг двигателя. Шлифовка ГБЦ в таком случае позволяет увеличить степень сжатия посредством уменьшения высоты ГБЦ. Впрочем, для этих целей шлифовку производят не так уж и часто.
Гораздо актуальнее, точнее необходима шлифовка ГБЦ, во втором случае – при ремонте головки. Специалисты автосервисов подчеркивают, что любые ремонтные работы, осуществляемые с головкой блока цилиндров, требуют потом шлифовки ГБЦ. То есть замена прокладки ГБЦ, ремонт распредвала и прочее подразумевает, что при разборке головки блока будет осуществлен полный ремонт ГБЦ – спустя немного времени к этому узлу уже не придется возвращаться.
Как подготовить головку блока?
В профессиональных автосервисах, где шлифовать ГБЦ лучше всего, аккурат перед процедурой проверяют плоскость головки, то есть проводят технический осмотр. Как правило, возле цилиндров с прогоревшими прокладками имеется наибольшая деформация плоскости головки. Также мастер должен удостовериться, что нет трещин на корпусе ГБЦ.
В автосервисе наличие трещин ГБЦ проверяют специальным оборудованием. В частности, помещают ГБЦ в устройство, в котором нагревается корпус головки, и под давлением в случае наличия трещин в воде видны воздушные пузырьки. Если обнаружена негерметичность, то мастер вначале устраняет трещины, а затем уже проводится качественная шлифовка и сборка ГБЦ.
Нюансы проведения шлифовки ГБЦ
В каждом случае на шлифовку ГБЦ цена оговаривается отдельно – она зависит от объема работ. Рассмотрим, собственно, какие работы осуществляет мастер на фрезерно-шлифовальном станке. Для начала определяется толщина шлифовки. Мануал модели двигателя содержит данные максимальной глубины шлифовки плоскости. Если отступить от этого показателя, то нельзя гарантировать затем нормальную работу двигателя. Важна глубина шлифовки также для того, чтобы подобрать соответствующей толщины прокладку.
Мануал модели двигателя содержит данные максимальной глубины шлифовки плоскости. Если отступить от этого показателя, то нельзя гарантировать затем нормальную работу двигателя. Важна глубина шлифовки также для того, чтобы подобрать соответствующей толщины прокладку.
Кстати, специалисты подчеркивают, что глубину фрезерования необходимо подбирать тщательно: стоит превысить максимальный, установленный производителем, запас, как придется менять непосредственно головку блока цилиндров. Тогда при шлифовке ГБЦ цены будут несоизмеримы с более серьезным ремонтом.
Диагностика и замена неисправной прокладки головки: полное руководство
Прокладка головки блока цилиндров вашего автомобиля представляет собой не что иное, как кусок металла, покрытый резиноподобным материалом, но, несмотря на это, неисправность прокладки головки блока цилиндров является одним из самых серьезных недугов, с которыми может столкнуться двигатель. Чтобы понять, почему это вызывает большую озабоченность, вам необходимо понять, какую важную роль играет прокладка головки блока цилиндров для здоровья вашего двигателя. Кроме того, автомобильная промышленность в целом сталкивается с нехваткой навыков, поэтому эти знания могут быть бесценными.Также намного дешевле сделать это самому…
Кроме того, автомобильная промышленность в целом сталкивается с нехваткой навыков, поэтому эти знания могут быть бесценными.Также намного дешевле сделать это самому…
Но сначала, что такое прокладка головки блока цилиндров?
Уплотнение, расположенное между блоком цилиндров и головкой блока цилиндров, является прокладкой головки блока цилиндров. Двигатель с рядным расположением цилиндров состоит из одной головки цилиндров, расположенных по прямой линии вдоль блока цилиндров. Двигатель V-образной формы, такой как V6 или V8, будет состоять из двух головок цилиндров, по одной на каждый ряд. Двигатель V6 имеет по 3 цилиндра, расположенных на каждом ряду.
Примечание: Ремонт прокладки головки блока цилиндров требует значительных трудозатрат, даже если объемный двигатель меньше по размеру. Это не работа для начинающих автомехаников !
Обратитесь к профессионалу, чтобы определить, требуется ли ремонт прокладки ГБЦ, с помощью официальных тестов. Этот ремонт носит интенсивный характер и просто не может быть выполнен ни по какой причине. Иногда это может принести гораздо больше вреда, чем пользы, если не будет сделано должным образом.
Этот ремонт носит интенсивный характер и просто не может быть выполнен ни по какой причине. Иногда это может принести гораздо больше вреда, чем пользы, если не будет сделано должным образом.
Правильный блок должен обслуживаться на V-образной конструкции, если ремонт обоих не выполняется одновременно.
Предупреждение
Во избежание травм всегда соблюдайте правила техники безопасности при работе с автомобилем. Надевайте рекомендованное защитное снаряжение, включая перчатки и защитные очки, при работе с моторным маслом, охлаждающей жидкостью и другими компонентами автомобиля.
Ниже поясняется руководство от А до Я, которое будет вашим евангелием при диагностике и замене неисправной прокладки головки блока цилиндров вашего автомобиля.
Часть 1 — Сбор информации и материалов
Необходимые запасные части:
Необходимые инструменты:
Стоит отметить, что онлайн-руководства по ремонту намного дешевле бумажных версий.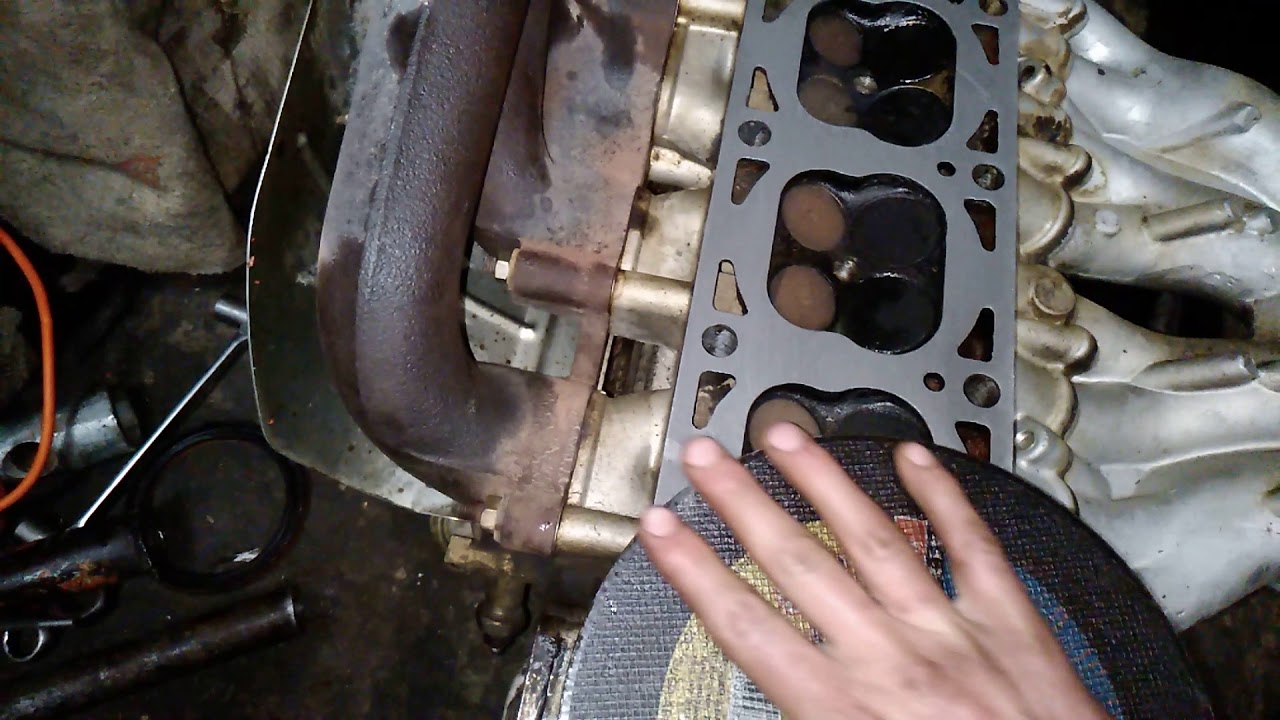 Мы лично используем Chiltondiy.com и / или Alldatadiy.com. Я думаю, что это самые громкие имена в игре, но я могу ошибаться, поэтому не стесняйтесь использовать любого поставщика услуг, который вам нравится.
Мы лично используем Chiltondiy.com и / или Alldatadiy.com. Я думаю, что это самые громкие имена в игре, но я могу ошибаться, поэтому не стесняйтесь использовать любого поставщика услуг, который вам нравится.
См. Также: Необходимые специальные инструменты для автомехаников
Шаг 1 части 1 — Найдите VIN
Найдите информацию об автомобиле, которая имеет отношение к вашему автомобилю.Это сделано для того, чтобы значительно упростить поиск запчастей.
Ваш автомобиль снабжен двумя очень важными наклейками. Наклейка на выбросы под капотом проинформирует вас о размере двигателя. На этикетке внутри косяка двери водителя будет указан идентификационный номер автомобиля или VIN.
Шаг 2 части 1 — Найдите руководство по обслуживанию автомобиля
Продавец автомобильных запчастей обычно запрашивает год выпуска, марку и модель автомобиля, чтобы найти подходящие запчасти для вашего автомобиля.
Примечание: Размер двигателя действительно имеет значение, поскольку несколько двигателей различаются по конструкции и компоненты отличаются друг от друга, как объясняется в этой статье.
Совет: Автомобиль Руководство по обслуживанию обычно более подробное, чем руководство пользователя транспортного средства. Руководство по обслуживанию будет содержать важную информацию, а также будет включать некоторые процедуры ремонта.
Вы легко сможете найти это во многих магазинах автозапчастей и у онлайн-продавцов.Если вы не нашли руководство по обслуживанию для своего автомобиля на полке, попросите сотрудника заказать его. Они довольно дешевы, а содержащаяся в них информация бесценна.
В руководстве по обслуживанию будут перечислены специальные инструменты, которые потребуются для ремонта, и будет указано, какие компоненты необходимо устранить в процессе ремонта. Перед началом может потребоваться несколько раз проконтролировать процедуру. Ознакомьтесь с работой, которую вы собираетесь выполнять, прежде чем приступить к работе с двигателем вашего автомобиля.
Перед началом может потребоваться несколько раз проконтролировать процедуру. Ознакомьтесь с работой, которую вы собираетесь выполнять, прежде чем приступить к работе с двигателем вашего автомобиля.
Совет: При поиске прокладки головки блока цилиндров попробуйте купить полную, содержащую множество различных уплотнений. Даже если эти комплекты содержат уплотнения, которые могут вам не понадобиться, или дубликаты, лучше иметь важную печать, когда она вам действительно нужна, а не вообще ее.
Когда какой-либо компонент снимается, все связанные с ним уплотнения должны быть заменены, чтобы исключить возможность утечек при повторной сборке двигателя. После замены уплотнений важно использовать крепежные детали для каждого компонента с требуемым крутящим моментом.
Часть 2 — Демонтаж двигателя
Шаг 1 Части 2 — Отсоедините аккумулятор
Так как на некоторых автомобилях просто случайно активировать стартер в сборе, очень важно отсоединять аккумулятор при выполнении любого капитального ремонта вашего автомобиля.
Примечание: Всегда сначала отсоединяйте отрицательный или черный провод от аккумулятора.
Предупреждение
Ослабленные соединения проводов могут вызвать короткое замыкание и привести к повреждению очень чувствительного и дорогостоящего оборудования или появлению искр, которые могут стать причиной пожара.Это опасно, поэтому обязательно отключите аккумулятор, прежде чем делать что-либо еще.
Шаг 2 части 2 — Слить моторное масло и охлаждающую жидкость
Убедитесь, что вы сливаете моторное масло из отверстия для слива моторного масла. Поместите поддон под двигатель, чтобы удерживать старое масло, и откройте маслосливную пробку. Таким образом, если охлаждающая жидкость пролита на картер, она будет вытекать, а не оседать в двигателе.
Примечание: Не забудьте утилизировать старое моторное масло в масляный поддон, чтобы в конечном итоге вы не добавили на него новое масло, иначе вам придется ремонтировать весь двигатель в сборе.
Слейте охлаждающую жидкость через сливное отверстие радиатора или сняв или ослабив нижний шланг радиатора. Обязательно снимаем крышку радиатора.
Совет: В некоторых случаях нижний впускной коллектор или головка цилиндров имеют собственное отверстие для слива охлаждающей жидкости.
Шаг 3 Части 2 — Выньте все компоненты из головки блока цилиндров
Все детали, прикрепленные к головке блока цилиндров, должны быть сняты.На этом этапе задействовано много гаек, болтов, зажимов, втулок и фитингов, и вы можете потерять все из виду. Попробуйте сфотографировать или запишите описание каждой детали, чтобы помочь вам вспомнить, куда все идет, когда все аспекты будут готовы для повторной сборки двигателя.
Сумка и этикетка. Для вас будет хорошей идеей хранить некоторые детали и соответствующие застежки в одной сумке. Один компонент может иметь застежки разной длины. Отметьте их, так как они вернутся именно туда, откуда они пришли, чтобы избежать любого повреждения двигателя.
Некоторые болты, участвующие в демонтаже, известны как «крутящий момент до предела текучести». Обычно они растягиваются при установке и требуют замены после снятия. Следите за этими болтами и не забывайте заменять их новыми.
Предупреждение
При повторном использовании крепежные детали с «крутящим моментом до предела текучести» имеют довольно хороший шанс отломиться от блока цилиндров или головки цилиндров. Осколки придется выудить, а если отверстие повреждено, то его нужно починить.
Шаг 4 Части 2 — Снимите крепеж по порядку
Некоторые компоненты, такие как головка блока цилиндров, впуск, крышка клапана и выпускной коллектор, требуют снятия крепежа в определенной последовательности, чтобы избежать деформации или растрескивания. Эта информация обычно подробно описывается в руководстве по обслуживанию автомобиля.
Некоторые автомобили оснащены верхними распределительными валами, которые могут быть либо сдвоенными верхними распределительными валами (DOHC), либо одинарными верхними распределительными валами (SOHC). В основном это означает, что распределительные валы расположены в головке блока цилиндров. В двигателях этих типов коленчатый и распределительный валы могут быть связаны ремнем или цепью ГРМ.
В основном это означает, что распределительные валы расположены в головке блока цилиндров. В двигателях этих типов коленчатый и распределительный валы могут быть связаны ремнем или цепью ГРМ.
Примечание: Для снятия ремня ГРМ или цепи привода ГРМ требуется следующая процедура снятия для защиты внутренних компонентов двигателя. Обратите внимание на процедуры и отметки времени, поскольку эти отметки жизненно важны для работы двигателя. Если будут допущены ошибки, сборка может быть серьезно повреждена.
Некоторые автомобили могут иметь уникальную конструкцию двигателя, называемую верхним клапаном (OHV). Многие конструкции двигателей OHV имеют распределительный вал, расположенный внутри блока цилиндров, и используют подъемники, толкатели и коромысла для срабатывания клапанов в головке цилиндров.
Обычно компоненты привода ГРМ исключались при снятии головки блока цилиндров, но если эти компоненты удаляются, их необходимо устанавливать в точно таком же порядке.
Примечание: В двигателях разных типов используются толкатели разной длины для впускных и выпускных клапанов.Если эти компоненты перепутались, вполне возможно повреждение двигателя.
Многие комплекты ремня ГРМ поставляются с помеченным ремнем для облегчения установки. Маркировка на ремне различается для каждого типа комплекта ремня ГРМ и будет идеально совпадать с маркировкой на компонентах двигателя.
Прокладка или уплотнение головки блока цилиндров находится под головкой блока цилиндров. Материал, используемый для того же самого, может варьироваться от металла до материала, который будет раздавлен после установки болтов головки блока цилиндров и крутящего момента.Время от времени оба материала используются в конструкции прокладки головки блока цилиндров.
Эта прокладка должна выдерживать давление и температуру сгорания. Часто вы можете искать разрывы между двумя цилиндрами или трещины в уплотнении отверстия для масла или охлаждающей жидкости.
Часть 3 — Тщательная проверка головки блока цилиндров
Блок цилиндров и головка блока цилиндров состоят из каналов, через которые протекает моторное масло и обеспечивает необходимую смазку.Кроме того, охлаждающая жидкость двигателя течет, чтобы контролировать температуру.
Прокладка головки блока цилиндров вырезана таким образом, что она закрывает каждый цилиндр, а также соответствующие отверстия для масла и охлаждающей жидкости, поэтому жидкости не смешиваются и сжатие из одного цилиндра не проникает в другой.
Совет: Во многих случаях неисправная прокладка головки блока цилиндров пропускает масло в систему охлаждения и превращает охлаждающую жидкость в коричневый осадок. Вы можете обратить внимание на отстой при снятии крышки радиатора или внутри двигателя, когда вы снимаете крышку маслозаливной горловины.
Шаг 1 части 3 — Осмотрите блок цилиндров и головку цилиндров
Сопрягаемые поверхности блока цилиндров и головки блока цилиндров необходимо тщательно проверить на плоскостность и однородность, чтобы гарантировать идеальное уплотнение.
Для профессиональной чистки и осмотра отправьте головку блока цилиндров в механический цех. Во многих случаях потребуется замена клапана. Спросите у технических специалистов в механическом цехе инструкции о том, что брать с собой, и подробности об их услугах.
Совет: Вы можете купить обработанную линейку для измерения плоскостности сопрягаемых поверхностей блока цилиндров и головки цилиндров. В руководстве по обслуживанию транспортного средства будут указаны пределы измерения.
Если сопрягаемая поверхность блока цилиндров или головки цилиндров не является идеально ровной и прямой по всей поверхности, это означает, что компонент необходимо заменить. Техники в механическом цехе проверят плоскостность головок цилиндров, а вы будете следить за блоком двигателя.
Поместите линейку поперек деки блока цилиндров. Включите фонарик и посветите на одну сторону. Подтвердите, если вы видите свет, выглядывающий между блоком цилиндров и линейкой инструмента. Если можете, то блок двигателя остро нуждается в тщательном обслуживании. Если колода не является однородной и плоской, свет будет заглядывать между деформированными пятнами.
Если можете, то блок двигателя остро нуждается в тщательном обслуживании. Если колода не является однородной и плоской, свет будет заглядывать между деформированными пятнами.
Шаг 2 части 3 — Очистите блок двигателя и головку блока цилиндров
Сопрягаемые поверхности блока цилиндров и головки блока цилиндров должны быть чистыми до скрипов.Когда вы отправляете головку блока цилиндров в механический цех, механики позаботятся о ее чистке и обслуживании.
Примечание: Если вы берете на себя обязанность чистить эти компоненты самостоятельно, не забудьте проверить сопрягаемые поверхности впускного и выпускного коллектора. Имейте в виду, что любые проблемы, которые могли привести к разрыву прокладок головки цилиндров, могли также повредить головки цилиндров, и для устранения этого могут потребоваться специальные инструменты и процедуры.
Предупреждение
ЗАПРЕЩАЕТСЯ использовать вращающийся диск или шлифовальный круг для очистки поверхностей, поскольку эти инструменты могут вынуть слишком много металла при неправильном использовании. Эти инструменты генерируют множество мелких металлических частиц и могут откладывать их в труднодоступных местах внутри блока цилиндров. Если грязь и мусор попадут в камеру сгорания вокруг поршней, это может привести к появлению царапин на стенках цилиндров.
Эти инструменты генерируют множество мелких металлических частиц и могут откладывать их в труднодоступных местах внутри блока цилиндров. Если грязь и мусор попадут в камеру сгорания вокруг поршней, это может привести к появлению царапин на стенках цилиндров.
Шаг 3 Части 3 — Осмотрите другие компоненты, снятые во время разборки
Нет лучшего времени, чем сейчас, чтобы проверить другие компоненты на предмет повреждений или износа и восстановить их, чтобы предотвратить любые проблемы в долгосрочной перспективе.
Примечание: Замените свечи зажигания, масло, охлаждающую жидкость, ремни, термостат охлаждающей жидкости двигателя, провод зажигания, компоненты привода ГРМ, изношенные шкивы и любые уплотнения, которые были разорваны во время процесса снятия. Компонент двигателя и инструменты, которые могут вам потребоваться для процедуры, могут различаться в зависимости от приложения.
Шаг 4 части 3 — Очистите резьбу
Иногда ржавчина и грязь могут накапливаться на резьбе или спиральных канавках крепежа и внутри отверстий для болтов.Существует вероятность того, что крепежные детали застрянут в грязи, что приведет к неточным значениям момента затяжки. Вы можете пойти в ближайший к вам строительный магазин с болтами головки блока цилиндров, чтобы найти болты нужного размера и шаг резьбы. С этим
С этой меркой вы можете купить отвод аналогичных размеров. Используйте метчик на отверстиях под болты головки цилиндров, чтобы очистить всю грязь, скопившуюся вдоль резьбы.
Совет: У ряда блоков двигателя есть шпильки, которые установлены в блоке.Накидная гайка устанавливается после фиксации головки блока цилиндров на шпильках. Обратитесь к рекомендациям производителя по обращению с этими шпильками. Шпильки, возможно, потребуется заменить и заменить, а отверстия для штифтов необходимо будет тщательно очистить.
Часть 4 — Повторная сборка
Шаг 1 части 4 — Нанесите на прокладку головки блока цилиндров герметик
Если возможно, нанесите герметик на обе стороны прокладки головки цилиндров перед тем, как положить ее на чистый блок цилиндров.Или положите оголенную прокладку на чистый блок двигателя.
Совет: Несколько поставщиков продают спрей для медного герметика, чтобы обеспечить прочность нанесенного уплотнения при установке новой прокладки головки блока цилиндров.
Наконечник: Если для удержания головки блока цилиндров используются шпильки, установите шпильки до того, как вы сможете установить прокладку. Конструкции без шпилек часто снабжены установочными штифтами, чтобы прокладка оставалась неподвижной при установке на нее головки блока цилиндров.
Шаг 2 части 4 — Установите головку блока цилиндров
По окончании очистки поверхностей и установки прокладки на место. Установите головку блока цилиндров и закрепите ее.
Совет: Руководство по обслуживанию будет содержать информацию о моменте затяжки и правильной последовательности затяжки. Как и при извлечении компонентов, при повторной сборке необходимо следовать определенной схеме, чтобы гарантировать, что процесс герметизации выполняется с абсолютной точностью, что, в свою очередь, гарантирует наименьшее напряжение на фиксируемых компонентах.В большинстве случаев потребуется несколько проходов измерения увеличения крутящего момента. Придерживайтесь следующей процедуры и используйте откалиброванный динамометрический ключ.
Шаг 3 Части 4 — Заменить все ранее удаленные компоненты
Повторите шаги и установите все компоненты, которые ранее были сняты с головки блока цилиндров.
Совет: Сверьтесь со своими заметками и фотографиями, чтобы не потерять счет, и не забывайте внимательно осматривать компоненты, крепежи и сопрягаемые поверхности.
Примечание: Обязательно очистите все сопрягаемые поверхности, резьбу грязных болтов и отверстия под болты и замените все уплотнения, которые были повреждены в процессе демонтажа. Для некоторых компонентов может не требоваться уплотнение, но для этого требуется силиконовая паста или устройство для изготовления прокладок, которое можно легко найти в местном магазине автозапчастей.
Механический синхронизатор (если применимо): Механический узел газораспределения используется для связывания коленчатого вала и распределительных валов двигателя вместе.Когда коленчатый вал начинает вращаться, поршень перемещается вверх и вниз в камере сгорания. Распределительный вал (ы) приводит в движение клапанный механизм, чтобы открывать и закрывать клапаны в нужный момент. Если механическая синхронизация неправильная, поршни могут контактировать с клапанами и в конечном итоге вызвать серьезные повреждения.
В приложениях OHV (верхний клапан) вам может не потребоваться вмешиваться в компоненты синхронизации. В случае применения с верхним распределительным валом (одинарным или множественным верхним распредвалом) компоненты привода ГРМ необходимо демонтировать, чтобы снять головку блока цилиндров.Следуйте инструкциям, перечисленным в руководстве по обслуживанию, для точной сборки всех частей.
Шаг 4 части 4 — Подсоедините аккумулятор и долейте жидкости
Еще раз оцените всю проделанную вами работу, прежде чем подключать аккумулятор. Сначала закрепите положительный кабель, а затем отрицательный.
Предупреждение
Если вы установите кабели в обратном порядке, это может вызвать искры, которые могут воспламенить любую горючую жидкость, находящуюся поблизости.
Когда вы освоитесь со сборкой, залейте двигатель маслом. Проверьте уровень масла в двигателе и не забудьте использовать новый фильтр.
Также залейте охлаждающую жидкость в радиатор до максимального уровня и подождите. Вы, вероятно, увидите некоторое пузырение. Это может быть связано с тем, что воздух может попасть в систему охлаждения. Перед запуском двигателя необходимо удалить воздух из системы охлаждения. В некоторых случаях это помогает поднять переднюю часть автомобиля, чтобы воздух мог попасть в самую высокую точку системы или в резервуар для перелива.Следите за уровнями охлаждающей жидкости и убедитесь, что они достаточны.
Шаг 5 части 4 — Проверить на наличие неисправностей
Сядьте в автомобиль и поверните ключ зажигания в положение ACC или ON. Пока воздержитесь от запуска двигателя.
На этом этапе вы можете подключить считыватель кода, если он у вас есть.
В большинстве случаев код будет исправлен мгновенно, если компонент не был подключен. Если в случае появления каких-либо кодов все-таки появятся всплывающие окна, станет легче отследить компонент, который вы, возможно, оставили отключенным.
Шаг 6 части 4 — Настройте климат-контроль
Заведите автомобиль и включите климат-контроль на максимальный уровень тепла. Это позволит охлаждающей жидкости проникнуть в сердечник нагревателя, что даст ему наилучшие возможности для удаления любых устойчивых пузырьков воздуха из системы охлаждения.
Совет: Воздержитесь от разгона двигателя. Просто дайте ему простоять и медленно доведите температуру до нужной температуры.
Регулярно проверяйте показания на комбинации приборов и подходите к моторному отсеку для поиска утечек или дыма.Иногда новые уплотнения, особенно прокладки головки блока цилиндров и уплотнения выпускного коллектора, могут выделять пар или дым.
Поздравляем!
Вы самостоятельно заменили прокладку ГБЦ двигателя!
Если у вас возникнут вопросы или вы застряли при установке прокладки головки блока цилиндров, обратитесь за советом к специалисту. Рекомендуется проконсультироваться с сертифицированным механиком, если вы заметили много пара и дыма, выходящие из двигателя после того, как вы закончили замену прокладки головки блока цилиндров.
Если вы слышите скрип, исходящий от ремня ГРМ или чувствуете, что его нужно заменить, попросите механика осмотреть или заменить ремень ГРМ.
Анна Бартон — решатель проблем, первопроходец в области кофе, страстный создатель и страстный поклонник автомобильной промышленности.
Связанные
Головка блока цилиндров — проблемы с двигателем, погнутый / взорванный / треснувший / способ ремонта
Согнутый
Проблема с головкой двигателя — ИЗГИБ
Головки цилиндров изгибаются в результате перегрева.В двигателях с толкателем OHV изгиб головки блока цилиндров часто игнорируется, и шлифовка поверхности для ремонта поверхности — это все, что необходимо для ремонта.
OHC-двигатели постигают иную судьбу, если пренебречь изгибом головки блока цилиндров. После изгиба головки OHC необходимо выпрямить головку блока цилиндров перед проведением шлифования поверхности. Процесс выпрямления предназначен для обеспечения свободного вращения распределительного вала и отсутствия заедания после установки новой прокладки головки блока цилиндров или ремонта.Ремонтники двигателей могут использовать несколько различных методов выпрямления головы. Если для подготовки головки к выпрямлению используется тепло, необходимо позаботиться о том, чтобы головка не нагрелась выше 250-300 градусов C.
Головка может серьезно повредить, например, отсоединить вставки или направляющие клапана. движущиеся и, что хуже всего, головки из сплава могут стать мягкими и непригодными для обслуживания. Был разработан новый метод, который исключает необходимость нагревания, поэтому риск повреждения снижается.Выпрямление сильно изогнутых головок сопряжено с высоким риском образования трещин, и в этих случаях желательно заменить головку, а не ремонтировать ее. Допустимый изгиб большинства головок OHC составляет от 0,005 до 0,006 дюйма (от 5 до 6 тысячных дюйма). Желательно проверить, насколько легко распредвал вращается в головке без установленных клапанов.
Распределительный вал должен свободно вращаться без какого-либо сопротивления. В противном случае требуется правка головки или бурение туннеля. Плоское шлифование головки блока цилиндров может уменьшить ее общую толщину до уровня ниже допустимых пределов.Если эту проблему не устранить и установить головку с толщиной ниже минимальной, могут возникнуть проблемы с работой.
После выхода на рынок производители прокладок изготовили прокладки под прокладку головки для устранения этой проблемы.
Соглашение об отказе от ответственности
: При написании этой информации и процедур было предпринято все возможное, но никакая ответственность не может быть снята с ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Взорван
Проблема с головкой двигателя — ПРОДУВКА
Нормальная температура сгорания достигает примерно от 2000 до 2500 градусов Цельсия. Если двигатель работает под нагрузкой, вызванной перегрузкой, обедненной смесью, неправильной синхронизацией форсунок, неправильной синхронизацией зажигания или перегревом, температура сгорания может повыситься примерно до 3000 ° C.
При таких температурах горение плавится и сжигает любую острую кромку, которая выступает на его пути. Как только горячая точка образуется, дополнительное тепло, генерируемое расплавленным металлом, увеличивает температуру сгорания, увеличивает детонацию и продолжает агрессивно сжигать головку цилиндра, уплотнительное кольцо прокладки головки, головку поршня или край стенки цилиндра. В то время как это происходит, работа двигателя будет заметно снижаться, что будет сопровождаться слышимым звуком и стуком.
Температура охлаждающей жидкости будет высокой, а давление масла значительно ниже нормального. Несколько веских причин выключить зажигание, но большинство водителей предпочитают выжать из двигателя последние несколько ярдов. Когда двигатель работает постоянно после того, как прокладка головки блока цилиндров вышла из строя, перекрестное горение между двумя цилиндрами прожигает канавку в головке и торце блока. Перед шлифовкой поверхности часто требуется нарастить головку на обгоревшем участке.
Пораженная область выглядит так, как будто для создания зазубрины использовался кислородный фонарик. Вокруг пораженного участка обычно обнаруживается множество мелких трещин на поверхности нагрева, которые необходимо удалить с помощью фрезы перед проведением сварки. Поскольку положение блока также может быть повреждено, его необходимо отремонтировать, чтобы прокладка правильно закрывала.
Еще одна важная причина выхода из строя прокладок — современный двигатель имеет склонность к мягким головкам. Это условие не позволяет поддерживать правильное давление зажима на прокладку.В течение довольно короткого периода времени болты головки ослабляются, и давление зажима снижается до того места, где прокладка выходит из строя. Головки из мягкого сплава не должны использоваться повторно. Всегда проверяйте твердость сплавных головок.
Соглашение об отказе от ответственности
: При написании этой информации и процедур было предпринято все возможное, но никакая ответственность не может быть снята с ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Коррозия
Проблема с головкой двигателя — КОРРОЗИЯ
Вы слышали термин « паразитные токи »? А как насчет продукта « гликоль »? А как насчет « эрозии »? А как насчет « коррозия »? А как насчет « чтения pH »?
Головки блока цилиндров из корродированного сплава стали нормой в автомобильной торговле.При правильном и последовательном обслуживании проблема может быть значительно уменьшена. При сварке и ремонте этих головок из сплава совершенно очевидно, что все производители используют разные стандарты при изготовлении головок цилиндров. Выбор алюминиевых отливок любого качества. Некоторые легированные головки легче сваривать, чем другие, и кажутся более устойчивыми к коррозии. Головки из других сплавов обычно имеют серьезные проблемы с коррозией. Независимо от качества отливки из сплава, используемого производителями, коррозию можно контролировать с помощью правильных процедур обслуживания.Качество или выбор литья из сплава очевидны, когда не соблюдаются процедуры обслуживания. Отливка из хорошего сплава будет более устойчивой к коррозии в суровых условиях.
Блуждающие токи являются проблемой при использовании постоянного тока. Общее описание паразитных токов — это когда ток по альтернативному пути возвращается к отрицательной клемме аккумулятора. Это происходит, когда система заземления не отвечает требованиям. В случае автомобильных двигателей часть обратного тока использует структуру охлаждающей жидкости и головки блока цилиндров в качестве пути обратно к отрицательному полюсу.Это вызывает блуждающий ток , эрозию, и обычно проявляется, когда идеально хорошая отливка имеет одну или две изолированные точки эрозии. Все точки контакта с землей должны быть сохранены. К поврежденному компоненту и отрицательной клемме аккумуляторной батареи следует присоединить дополнительные провода заземления.
Лучшая защита — это химическое покрытие отливки. Это достигается за счет использования специально разработанных ингибиторов , которые постоянно поддерживаются в системе охлаждения. Эти ингибиторы покрывают всю водную рубашку защитным покрытием и обеспечивают наилучшую защиту.
Гликоль повысит температуру кипения и снизит температуру замерзания охлаждающей жидкости. Прочность и целостность охлаждающей жидкости в системе должны поддерживаться на правильном уровне, чтобы обеспечить наилучшую защиту от коррозии и эрозии. Гликоль необходим для контроля кипения горячей точки.
Показания pH с помощью тест-полосок должны быть частью процедуры обслуживания для поддержания уровня охлаждающей жидкости на уровне, рекомендованном производителем. Хладагент хорошего качества содержит от 33% до 50% гликоля вместе с другими антикоррозионными средствами.(Этот уровень гликоля от 33% до 50% — это то, что требуется в смешанной охлаждающей жидкости, поэтому будьте осторожны, чтобы рассчитать, какое соотношение воды и охлаждающей жидкости поддерживает этот уровень. Охлаждающие жидкости следует смешивать в рекомендуемых пропорциях с деминерализованной водой хорошего качества.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все меры, но никакая ответственность не может быть исключена за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего инструкции и не может быть скопирована на продажу, © Copyright 2020 UMR Engines www.engineproblem.com.au
Треснутый
Проблема с головкой двигателя — ТРЕЩЕНА
Большинство головок цилиндров трескаются из-за превышения температуры, для которой они предназначены. Термический шок также может быть причиной трещин в головке блока цилиндров.
Термический шок возникает, когда температура головки цилиндров претерпевает быстрое и значительное изменение температуры.В случае транспортных средств это чаще всего происходит, когда оператор заливает холодную воду в уже перегретый двигатель. Внезапное понижение температуры двигателя приводит к растрескиванию отливки головки там, где она самая горячая, самая тонкая или самая слабая. Обычно это седла клапанов, выпускные отверстия и верхняя часть головки. Закалка отливки вызывает появление трещин в этих точках напряжения.
При сильном перегреве двигателя температура головки цилиндров повышается еще выше, когда двигатель окончательно останавливается.Это сильное повышение температуры приведет к растрескиванию большинства чугунных головок поперек и между седлами клапана. Поскольку отливки стали легче, а выпускное и впускное отверстия больше, у современной головки снизилась способность выдерживать повреждения во время перегрева. Для современной головки блока цилиндров из сплава очень часто бывает трещина в верхней части в области крышки толкателя.
Двигатель, имеющий трещину, уходящую в воду через верхнюю часть, обычно работает, но использует воду, не возвращает воду обратно в радиатор и имеет масло в системе охлаждения.Испытание под давлением системы горячего охлаждения в сочетании с осмотром области крышки толкателя обычно подтверждает наличие этого повреждения. Трещины в головках из сплава, как правило, могут успешно отремонтировать специалисты по ремонту двигателей с помощью сварочного аппарата TIG.
Результат перегретой головки из сплава часто бывает очень серьезным, так как отливка может стать мягкой, и при ремонте и повторном использовании она может никогда не удерживать натяжение головки и продолжать выдувать прокладки головки.
Проверка твердости должна быть частью предварительных исследований во время ремонта.Визуальная проверка посадочного места болтов головки также покажет твердость головки. (опорная подушка болта головки будет вдавлена болтом головки)
Трещины седла в литых головках можно отремонтировать путем ремонта трещин холодным швом и установки вставок седел клапана с механической обработкой. Все ремонты головки должны иметь испытание под давлением, чтобы определить успешность ремонта трещин и обнаружение скрытых трещин.
Посторонний материал , попавший в камеру сгорания, является более очевидной причиной трещин в камере сгорания.При этом типе неисправности любые поршни и штоки, имеющие видимые повреждения, должны быть удалены для проверки и возможной замены. Необходимо проверить центровку всех затронутых шатунов. Необходимо устранить повреждения камеры сгорания и проверить герметичность головки под давлением.
Головки сплавов необходимо приварить и восстановить до формы. Небольшие повреждения камеры сгорания на чугунной головке лучше отделать и все края зачистить, чем приваривать. (Испытание на трещинообразование и испытание под давлением являются обязательными)
Соглашение об отказе от ответственности
: При написании этой информации и процедур были приняты все меры, но ответственность за ошибки, упущения или неправильное использование этой информации и процедур не снимается.Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи. © Copyright 2020 UMR Engines www.engineproblem.com.au
Отверстие в
Проблема с головкой двигателя — ОТВЕРСТИЕ В
В современных головках цилиндров из сплава имеются отверстия в портах, отверстия под вставками и т. Д. Некоторые головки имеют дефекты при изготовлении и имеют так называемое пористое литье. Однако в большинстве случаев эти проблемы являются результатом плохого обслуживания . Недостатком является то, что обычно не придается большое значение использованию правильных ингибиторов и их постоянному обслуживанию. Легкосплавные головки подвержены коррозии, и плохо обслуживаемые головки могут вызвать проблемы в течение очень короткого времени. устранено. Большинство отверстий для штифтов в портах настолько малы , что их невозможно обнаружить глазом. Во впускных портах контрольный знак представляет собой размытый вид отверстия для штифта, расширяющегося веером при входе в зону клапана. В выхлопных отверстиях углерод будет вымыт из отверстия, выходящего веером в выхлопной коллектор. Как только отверстие будет обнаружено, вскоре отверстие откроется маленьким колючим. После шлифовки перед сваркой от степени обнаруженной коррозии будет зависеть необходимость ремонта или замены головки.Чаще всего небольшое отверстие для булавки будет первым прорывом в корродированной области размером с монету в 20 центов или больше.
Испытание горячим давлением и визуальный осмотр необходимы для оценки состояния остальной отливки. Эти отверстия для штифтов могут появиться где угодно на головке блока цилиндров. Помимо портов, некоторые из мест, которые они были обнаружены, включают, снаружи в посадочной нише свечи зажигания, поверхность головки в пределах 1/4 мм от уплотнительного кольца прокладки головки, снаружи со стороны головки и внутри обработанной области подушечки пружины клапана.К счастью, большинство из них могут быть отремонтированы специалистами по ремонту двигателей, и при изменении графика технического обслуживания они имеют долгий срок службы.
Для получения дополнительной информации см. головка / коррозия
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все меры, но ответственность за ошибки, пропуски или неправильное использование этой информации и процедур не снимается. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Подобрано / арестовано
Проблема с головкой двигателя — ПОДБОР / ЗАКРЕПЛЕНИЕ
ДВИГАТЕЛИ OHC , особенно те, которые разработаны с головками блока цилиндров из сплава, чаще страдают от заклинивания или заклинивания распредвала. Подача масла по природе своей является самой дальней точкой от масляного насоса.Отверстие для подачи масла, как правило, небольшое или имеет ограничитель, чтобы контролировать количество масла, подаваемого в верхнюю шестерню. Этого отверстия достаточно, когда двигатель новый и внутренне чистый. По мере того, как двигатель накапливается, отверстие для подачи масла часто блокируется, вызывая масляное голодание, что, в свою очередь, приводит к заклиниванию распределительного вала. Нарушение смазки приводит к тому, что туннели или подшипники распредвала головки из сплава привариваются к распредвалу, что приводит к полному заклиниванию кулачка. Довольно часто эти двигатели получают серьезные повреждения, такие как погнутые или сломанные клапаны, повреждение поршня, поломка коромысла и направляющей клапана.
Некоторые производители разработали так называемый безопасный двигатель , в котором коленчатый вал и поршни могут вращаться независимо от распределительного вала без контакта с неподвижно открытыми клапанами. Основными причинами захвата или заклинивания распредвала являются отсутствие смазки или сильный перегрев.
Другой распространенной причиной является практика шлифования поверхности изогнутой головки с верхним расположением цилиндров без предварительного физического правки головки блока цилиндров. Туннели распределительного вала должны быть выровнены до того, как головка будет отшлифована на поверхности.Ремонтники двигателей используют несколько методов для правки легкосплавных головок. Головка также должна пройти испытание на твердость, чтобы убедиться в ее исправности.
Некоторые головки из сплава требуют правки, а также расточки туннеля для корректировки соосности. Неправильно подогнанные вкладыши подшипников скольжения — менее частая причина заклинивания OHC, но некоторые конструкции допускают это. Большинство конструкторов двигателей имеют разные смещенные выступы на подшипниках скользящего типа, чтобы предотвратить неправильную установку верхней и нижней половин корпуса.При неправильной установке подача масла к распределительному валу блокируется, что приводит к быстрому заеданию кулачка.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все меры, но ответственность за ошибки, упущения или неправильное использование этой информации и процедур не снимается. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Собственный механический цех
Услуги механического цеха Art’s Automotive
Как правило, мы не выполняем автономные машинные работы для других мастерских или отдельных лиц. Мы создали наш механический цех в первую очередь для того, чтобы контролировать затраты, время ремонта и качество машинных работ на автомобилях, которые мы ремонтируем здесь, в Art’s. Мы выполним нестандартный тормозной ротор, маховик, шлифовку головки или испытание под давлением, но по большей части мы рекомендуем вам передать свой машинный бизнес в Hasselgren Engineering.Их возможности намного превосходят наши, и они, кажется, готовы выполнять несколько небольших работ между высокотехнологичными гоночными моторами.
Капитальный ремонт двигателя
К счастью или к сожалению, в зависимости от того, как вы смотрите на это, большинство японских автомобилей настолько стары и изношены к тому моменту, когда двигатель нуждается в ремонте, стоимость автомобиля не будет покрывать затраты на полная перестройка. В большинстве случаев мы делаем только ремонт двигателя, а не полную перестройку. Однако время от времени мы находим владельца, который любит свою машину и хочет, чтобы двигатель работал как новый.Теперь мы предлагаем практически все операции с машиной, необходимые для восстановления двигателя до нового состояния на месте.
Преимущество ремонта здесь по сравнению с отправкой нам восстановленного двигателя заключается в том, что мы контролируем все аспекты качества. Мы можем быть уверены, что вместо простого чугуна используются высококачественные азотированные кольца. Мы можем гарантировать, что качество поверхности не только соответствует требованиям производителей, но и превосходит их. Мы можем опломбировать двигатель способом, который, как мы знаем, будет работать. Мы можем потратить столько времени, сколько необходимо, чтобы получить зазоры, как они были при новом двигателе.
Есть производители серийных двигателей, которые делают отличную работу. Многие даже лучше нас. К сожалению, есть и очень плохие производители двигателей, некоторые из которых имеют крупные контракты на восстановление оригинального оборудования. С некоторыми марками вы не можете доверять даже дорогостоящему мотору, купленному у дилера. Когда мы делаем это сами, по крайней мере, мы точно знаем, что гарантируем.
Шлифовка седла клапана
Седла клапана представляют собой стальные вставки, запрессованные в алюминиевую головку.Угол контакта седла с клапаном уменьшен до 45 градусов. Ширина и положение контакта на клапане обычно регулируются резаком «горловины» на 60 градусов и резцом «сверху» на 30 градусов. Некоторые автомобили используют разные углы; при шлифовке седел мы всегда следуем оригинальным спецификациям производителя. Внимание, уделенное тому, чтобы резка сиденья повлияла на то, как долго продлится ремонт. У нашего машиниста Сандора есть необходимый опыт и приверженность качеству, чтобы ваша восстановленная голова работала так же, как когда она была новой.
Шлифовка клапана
Стоимость шлифовки клапана составляет 0,1 часа труда. Большинство новых клапанов стоят от 15 до 35 долларов за штуку. На головке с 16 клапанами шлифовка вместо замены может сэкономить до 475 долларов. По-прежнему имеет смысл шлифовать, когда это возможно. Многие клапаны в новых автомобилях крошечные и не имеют большого запаса. Мы шлифуем клапаны только тогда, когда производитель заявляет, что это приемлемая процедура, и мы всегда тщательно проверяем клапан на предмет износа перед обработкой и соблюдаем требования производителя к минимальной марже.Те из вас, кто смотрит на картинку и думает: «Ого, это похоже на старую шлифовальную машину!», Вы правы. Но старое не значит плохо. Это очень хорошо сконструированное устройство Snap On, которое сегодня работает так же хорошо, как и когда оно было новым. У нас также есть переходные цанги, и мы можем обрабатывать клапаны со штоком толщиной до 4 мм.
Фрезерование цилиндрической головки
Это фрезерный станок Kwik-Way 855-5, на восстановление и преобразование в фрезерный станок я потратил около 40 часов. В Worrell Industries прямо здесь, в Беркли, шлифовальный камень был переработан заново, а точильный камень был заменен фрезерной головкой Jamison.Двигатель траверсы был заменен двигателем с регулируемой скоростью постоянного тока, чтобы снизить скорость подачи до едва заметного проскальзывания. Эта машина теперь производит * очень * * гладкую поверхность 15 RA на алюминиевых головках, используя пластину CBN и WD40 в качестве смазки. Hasselgren Racing провела тестирование шероховатости поверхности, поскольку это единственный механический цех в регионе, у которого есть пролифометр. Недавно мы перешли на пластину PCD и высокоэффективный спрей для обработки поверхностей Goodson. Наша поверхность выглядит более гладкой, чем когда-либо, но мы еще не тестировали другой образец нашей работы.Тем не менее, 15 RA на 5 RA лучше, чем самая низкая спецификация поверхности, с которой мы сталкивались для двигателей с прокладками MLS, так что насколько лучше будет после нашего перехода на PCD, на самом деле не имеет значения.
Расточка цилиндра
Если стенка цилиндра изнашивается сверх допусков производителя, ее необходимо растачивать большего размера для использования с поршнями увеличенного размера. Растачивание должно сопровождаться несколькими этапами хонингования, чтобы обеспечить чистоту поверхности, которая будет удерживать масло для смазки и обеспечивать хорошее уплотнение.Если возможно, мы будем следовать процедуре производителя для расточки и хонингования. Например, для двигателя 5SFE Toyota рекомендует растачивать до 0,0008 ″ (чуть меньше 0,001 ″) ниже готового размера. Затем с помощью жесткого хона зернистостью 400 доведите отверстие до нужного размера. Однако часто не существует опубликованной процедуры. Когда у нас нет доступа к процедуре, которую мы просверлили до 0,002 ″ под готовый размер, удалите еще 0,0015 ″ с помощью хона Sunnen Hone с зернистостью 280, затем удалите последний 0,0005 ″ с помощью хона Sunnen с зернистостью 400, чтобы создать плато. финиш.Затем мы воспользуемся нейлоновым ультра-финишным мягким хонингованием против часовой стрелки, чтобы удалить складки или порванный металл, оставшийся в процессе хонингования. После завершения расточки и хонингования стенки цилиндра тщательно протираются горячей мыльной водой.
Покрытие блока цилиндров
Иногда необходимо заменить покрытие блока цилиндров. Деформация деки чаще встречается на Subaru и других алюминиевых блоках со вставками втулки, но может произойти с любым типом блока.Мы можем обработать большинство 4-цилиндровых и рядных 6-цилиндровых блоков, но в настоящее время мы не можем обрабатывать блоки V6 и V8.
Шлифовка головки цилиндров
** УСТАРЕВШАЯ ПРОЦЕДУРА **
Одно время мы использовали плоско-шлифовальный станок для шлифования головок цилиндров. Для плоской шлифовки цилиндра используется лента из карбида кремния с зернистостью 80. Поскольку это «сухая» машина без циркулирующей охлаждающей жидкости / смазки, мы покрываем ремень шлифовальным средством Goodson. Это улучшило качество поверхности, которую мы получаем на этой машине.Однако во многих случаях используются прокладки из многослойной стали (MLS), которые требуют очень гладкой поверхности. Какое-то время шли притирки, чтобы получить гладкую, как оригинал, поверхность, но это было очень трудоемко. Теперь, когда у нас есть головная фреза со вставками из PCD и CBN, мы редко используем эту машину для чего-либо, кроме восстановления поверхности выпускных коллекторов.
Головка цилиндра Притирка
** УСТАРЕВШАЯ ПРОЦЕДУРА **
Двигатели с прокладками MLS требуют обработки с очень низким среднеквадратичным значением для надлежащего уплотнения.Поскольку зернистость 80 — это самая тонкая лента, которая в настоящее время изготавливается для шлифовальных станков, мы используем гранитную пластину (прецизионно обработанная гранитная плита, отшлифованная до 0,0001 ″ идеально плоской, изначально предназначенная в качестве основы для измерения). Мы наносим примерно 400, затем 800, затем 1200 притирочной пасты на пластину, а затем перемещаем головку блока цилиндров по восьмерке, пока поверхность не станет очень гладкой. Изначально мы были обеспокоены тем, что этот метод создаст выпуклую поверхность на головке блока цилиндров. Однако мы не обнаружили заметных изменений плоскостности головок цилиндров, которые мы сделали до сих пор, и на самой пластине не наблюдается заметного износа.Этот метод утомляет физически, но дает красивый результат.
Замена направляющей клапана
Если расстояние между направляющей клапана и штоком клапана слишком велико, это вызывает две проблемы: во-первых, седло клапана не может быть срезано концентрически, а во-вторых, двигатель потребляет больше масла, чем необходимо. Состояние направляющих клапанов невозможно узнать, пока головка блока цилиндров не будет извлечена из автомобиля и не будут измерены направляющие. Это означает, что при обнаружении изношенных направляющих нам необходимо позвонить вам для получения дополнительного разрешения на замену направляющих.Изношенные выпускные направляющие встречаются чаще, чем изношенные впускные направляющие, потому что выпускные клапаны становятся намного горячее, чем впускные. Чтобы снять направляющие, мы нагреваем головку до 200 градусов (F), затем выталкиваем направляющие с помощью отвертки, приводимой в действие пневматическим молотком. Для установки направляющих мы повторно нагреваем и охлаждаем направляющие клапана перед тем, как вбивать их обратно.
Расширение направляющей клапана
Это входит в стоимость замены направляющей клапана. Размер новой направляющей клапана должен соответствовать указанным производителем масляным зазорам.Это делается путем измерения штока клапана, добавления спецификации масляного зазора и использования развертки определенного размера для обрезки направляющей по размеру.
Проверка трещин пенетрантного красителя
Первым шагом является очистка головки блока цилиндров. Необходимо соблюдать осторожность, чтобы не закрывать трещины проволочной щеткой. Алюминий — довольно мягкий металл, и энергичная чистка щеткой может фактически скрыть трещины, делая их незаметными с помощью красителя. Затем на проверяемую область распыляют проникающую краску и дают ей впитаться в течение 5 минут или около того.После замачивания всю краску вытирают полотенцами. После очистки головки на нее распыляется проявитель. Трещины будут отображаться в виде красных линий. Простое выполнение движений теста с пенетрантным красителем не гарантирует, что вы найдете трещину. Залог успеха — очень внимательный осмотр. Краситель — это просто инструмент, который немного облегчает поиск трещин. Настоящий способ обнаружения трещин — это тщательность и опыт человека, проводящего тест, а не сам тест.
Теперь, когда у нас есть прибор для проверки давления в головке блока цилиндров, мы почти всегда проводим испытания под давлением вместо проверки красителя.Измеритель давления обнаружит трещины или пористость под седлами клапана, которые невозможно обнаружить с помощью красителя.
Краситель все же пригодится. Его можно использовать для проверки пластмассовых шестерен, установленных на Subaru 2.5 DOHC EJ25 1996–1999 годов, а также других деталей, кроме головок цилиндров.
Испытание головки цилиндров под давлением
Испытания под давлением — лучший метод испытания на наличие трещин, поскольку трещины в невидимых областях все еще могут быть обнаружены, например, под седлом клапана или на полпути вниз по отверстию для болта в головке.Это тестер давления Axe, который мы купили, подержанный. Не требует специального набора пластин для каждой новой головы. Он использует 20 универсальных пластин настила и универсальные пластины для блокировки портов различных размеров. Он покрывает 95% всех голов и 100% голов, которые мы ремонтируем здесь, в Art’s. Чтобы проверить наличие трещин, мы перекрываем все порты системы охлаждения, затем повышаем давление в водяной рубашке до 40 фунтов на квадратный дюйм (примерно в 3 раза больше нормального давления в системе охлаждения). Затем мы погружаем головку в нагретую воду, чтобы довести головку до нормальной рабочей температуры и облегчить обнаружение утечек по следу пузырьков.
Шлифовка маховика
Арт купил этот шлифовальный станок для маховика в 1990-х годах, и он с лихвой окупился. Покупка дорогой одноразовой машины может быть немного рискованной для независимого магазина. Тем не менее, возможность самостоятельно обрабатывать маховик при каждой работе сцепления позволила нам предложить более качественную работу сцепления за один день без необходимости ездить в механический цех и обратно и не беспокоясь о том, выполнит ли машинист маховик в кратчайшие сроки. время.
Мы только что перешли с камней из карбида кремния на алмазные фрезы и очень довольны результатами.Алмазный отрезной круг обрезает маховики намного быстрее, оставляя на маховике привлекательную острую ступеньку и очень красивую поверхность.
Замена поверхности тормозного ротора и барабана
Мы рекомендуем заменять поверхность тормозных роторов при каждой замене колодок. Некоторые производители (например, Subaru) теперь рекомендуют повторно использовать роторы как есть или заменить. Их беспокоит то, что многие магазины не смогут произвести подходящую отделку поверхности.
Мы можем обрабатывать роторы на нашем токарном станке Hunter с качеством чистовой обработки более 60 микродюймов (при измерении с помощью калибра для чистоты поверхности).Затем мы используем шлифовальный диск с зернистостью 150, чтобы нанести перекрестную штриховку и улучшить качество покрытия примерно до 45 микродюймов. Это сравнимо с отделкой новых высококачественных тормозных дисков и намного лучше, чем у некоторых более дешевых брендов.
Нажимные втулки и подшипники
Для ремонта рычагов подвески и других компонентов подвески доступно множество втулок. Наши клиенты могут сэкономить много денег, ремонтируя детали подвески, а не заменяя их. Рычаги управления, изображенные справа, стоили 262 доллара за новые, а втулки стоили всего 26 долларов, что составляет одну десятую стоимости.Возможность выполнять этот вид работы на дому означает, что мы можем получать и возвращать машины в один и тот же день, а не зависеть от поставщика субаренды. Мы также прессуем собственные подшипники и шестерни.
Сварочный ремонт может сэкономить много денег по сравнению с покупкой новых деталей, а в некоторых случаях прочность детали может быть увеличена по сравнению с оригинальной. Теперь у нас есть Lincoln Electric Precision TIG 375, и мы предлагаем больше возможностей для сварки алюминия, включая ремонт головки блока цилиндров. Сварка также очень удобна в чрезвычайных ситуациях вечером в пятницу; Треснувший корпус термостата, из-за которого покупатель может остаться без машины на выходные, может быть исправлен в мгновение ока с помощью сварщика TIG на месте.
Кислородно-ацетиленовый
Мы не очень много свариваем кислородно-ацетиленом. В основном мы используем его для обогрева и резки.
GTAW (TIG)
Сварка TIG похожа на кислородно-ацетиленовую сварку в том, что горелку держат в одной руке, а наполнитель добавляли в другую. Нагрев можно добавлять без добавления наполнителя. Если вы заметили плохой сплав на сварном участке, вы можете просто вернуться и переплавить его. Сила тока может быть изменена с помощью педали, чтобы компенсировать нагрев детали во время сварки.Можно использовать любой наполнитель без замены катушек или вкладышей.
GMAW (MIG)
Мы используем MIG для сварки стали. Это самый простой и быстрый процесс, из которого получаются более привлекательные шарики меньшего размера, чем у Oxy Acetylene.
Это изображение гибкого соединения, которое мы приварили к каталитическому нейтрализатору автомобиля Camry 49 State. Старый гибкий шарнир треснул и протекал. Новый преобразователь стоил 1100 долларов, как раз на запчасти! Поскольку остальная часть трубы была в относительно хорошем состоянии, мы смогли сварить гибкое соединение на вторичном рынке примерно за треть стоимости только новой детали.Для этой работы мы использовали сварочный аппарат TIG, так как эта область выхлопа подвергается сильной нагрузке, и мы хотели быть уверены, что наша работа задержится со временем. Сварочный аппарат TIG использует высокочастотный импульс для зажигания дуги и иногда может повредить чувствительное электронное оборудование (хотя это случается очень редко). Поскольку этот автомобиль оснащен электронными блоками управления, мы закрепили гибкое соединение на месте с помощью MIG, а затем выполнили сварку TIG с автомобиля.
Это выпускной коллектор из чугуна, в нескольких местах треснувший.Я использую сварочный аппарат TIG и присадочный пруток из чистого никеля для сварки чугуна. Чугун — материал, который сложно сваривать, потому что он очень жесткий и будет трескаться, а не гнуться. Когда он расплавится (как при сварке), он расширится. Когда он остывает и сжимается, он трескается в областях, прилегающих к сварному шву. Решение состоит в том, чтобы предварительно нагреть всю отливку медленно и равномерно, сварить, а затем дать отливке медленно и равномерно остыть. К сожалению, наша печь недостаточно нагревается для надлежащего предварительного нагрева чугуна, поэтому мой опыт сварки чугуна был неоднозначным.Мне гораздо больше везет со сварными швами на краю или углу отливки, а не в центре.
Следующий список содержит операции механического цеха, которые мы передаем на аутсорсинг. Все эти операции лучше выполнить тем, кто готов инвестировать в специализированное оборудование, необходимое для правильного выполнения работы:
Обслуживание шатуна
Шлифовка коленчатого вала
Центровка растачивания
Сервисный центр H&W | Цех по производству головок цилиндров и блоков
Мы специализируемся на механической обработке автомобильных, промышленных и коммерческих двигателей.Обладая более чем 25-летним опытом, мы можем удовлетворить все ваши потребности в головках цилиндров и блоках.
ПРЕДЛАГАЕМЫЕ УСЛУГИ:
Шлифовка головок и блоков цилиндров
Шлифовка маховика
Опрессовка и оплавление головок и блоков цилиндров
Замена седла клапана
Замена направляющей клапана
Клапан шлифовальный
Клапанные рабочие места до 5 углов
Химическая ванна для удаления ржавчины и минеральных отложений
Замена чашки форсунки
Расточка и хонингование цилиндров
Гильза цилиндра
Также можем нарезать зенковки
С помощью системы NEWCLEAR® любую головку блока цилиндров можно испытать давлением до 120 фунтов на квадратный дюйм.ГОРЯЧИЙ!
Это верно, когда головка установлена на машине и опломбирована, через нее циркулирует горячая вода (180⁰). Это открывает скрытые трещины и пористость. На многих головках блока цилиндров есть видимые трещины, но протекают ли они? У некоторых двигателей есть загадочные проблемы с потерей охлаждающей жидкости, но куда это денется? Многие головы перестраиваются только для того, чтобы на полпути или позже обнаруживать трещины. Эта система устранит эти проблемы.
Седло-направляющая машина Newen®GII позволяет очень точно разрезать клапаны и седла с идеальной соосностью с направляющей.
Глубину седла можно поддерживать на одном уровне от камеры сгорания до камеры сгорания. Это чрезвычайно важно для современных новых многоклапанных головок, а также для всех дизелей. Многоклапанные двигатели с высокой частотой вращения обычно имеют клапаны меньшего размера с крошечными штоками. Точность важна для получения долговечной безупречной герметизации. Контроль спада дизеля важен для хорошего запуска, а также для плавного хода. Благодаря современным компьютерным средствам управления, удержание клапана газового двигателя даже от цилиндра к цилиндру поддерживает одинаковый объем камеры сгорания.Это означает равномерную частоту вращения коленчатого вала без колебаний (и без загадочного индикатора «Проверьте двигатель»).
Головки цилиндров
должны иметь надлежащую отделку поверхности. С нашей фрезой с цилиндрической головкой Rottler® мы можем снять точное количество.
Вместо старой технологии шлифовки или ремней мы можем снять точное количество материала для очистки поверхности прокладки и точно знать, сколько удаляется. Варьируя подачу и скорость резания, можно получить чистоту поверхности, наиболее подходящую для типа прокладки головки.Одним из примеров являются современные многослойные стальные прокладки головки блока цилиндров, которые требуют исключительно гладкой отделки, в то время как стальная прокладка или графитовая прокладка требуют небольшого «прикуса». Какими бы ни были спецификации, мы можем это сделать. Мы можем заменить поверхность любой головы до 14 дюймов в ширину и 48 дюймов в длину. Мы можем сделать это от небольшого алюминия до крупного чугуна.
Все эти функции могут выполняться быстро и последовательно с минимальным временем на оборачиваемость, чтобы ваш рабочий процесс продолжался.
А как насчет дизельных головок с камерой предварительного сгорания — можно ли их заменить? ДА!! (6.2,6,5,6,9,7,3 и т. Д.)
Предварительные камеры удаляются, головка восстанавливается, затем зенковка обрабатывается на нужную глубину, так что шток немодифицированный форкамеры все еще можно использовать и установить на надлежащий выступ (обычно от 0,001 до 0,002 дюйма) ). У нас есть необходимые инструменты, чтобы сделать это правильно.
Какие признаки выдува прокладок головки блока цилиндров?
Когда дело доходит до блока двигателя вашего автомобиля, прокладка головки блока цилиндров немного напоминает шезлонг на вечеринке. Его самая большая задача — помешать любым жидкостям получить доступ друг к другу и смешаться друг с другом способами, которых они не должны.Используя герметичное уплотнение, он предотвращает накопление остатков на гусеницах и защищает ваш двигатель от вещей, которые могут загореться и взорваться.
Если вы когда-нибудь изучали техническое обслуживание автомобилей и выясняли, в чем заключаются ваши автомобильные факторы риска, вы поймете, почему это важно. Как и любой другой компонент вашего автомобиля, прокладки головки блока цилиндров могут изнашиваться и будут изнашиваться в течение достаточно долгого времени. Это может быть связано с неправильным использованием или небрежным обращением, но часто связано с возрастом и использованием.
Итак, как определить, взорвана ли прокладка головки блока цилиндров? Каковы предупреждающие признаки взорванной прокладки головки блока цилиндров, которая говорит нам все бросить и посмотреть на машину? Присоединяйтесь к нам сегодня, когда мы узнаем.
Признаки выдувания прокладок головки
Признаки выдувания прокладок головки могут быть незаметными. Вот восемь наиболее распространенных признаков поломки прокладки головки блока цилиндров.
Telltale Leaks
При ремонте автомобилей есть одно предупреждение, которое всегда может что-то значить, — это утечка. Жидкости вашего автомобиля должны быть закрытой системой, поэтому потеря чего-либо, кроме конденсации в кондиционере, может быть верным признаком.
В случае раздува головки масло или охлаждающая жидкость будут вытекать из швов между блоком двигателя и головкой блока цилиндров.Эти утечки являются признаком неисправности прокладки головки блока цилиндров и хорошим признаком того, что вам необходимо немедленно проверить возможные трещины и скручивания головки блока цилиндров.
Неисправные цилиндры
Пропуски зажигания в ваших цилиндрах — еще один признак того, что прокладка вашей головки, возможно, вышла из строя. Цилиндр — это буквально камера, в которой бензин горит и превращается в энергию, питающую ваш автомобиль. Особенно в случаях, когда есть разрыв между двумя цилиндрами на одной и той же головке, вам нужно заняться ремонтом прокладки головки.
Испытания на сжатие и герметичность цилиндров отлично подходят для локализации утечек, поэтому вы можете исследовать их во время разборки.
Проблемы при запуске
Во время процесса запуска следите за белым дымом выхлопных газов. Ваш автомобиль проходит через серию мощных пусковых операций, и ваши цилиндры, в частности, нуждаются в охлаждении. Имея это в виду, белые выхлопные газы являются признаком неисправности прокладки головки блока цилиндров.
Когда дело доходит до расходов, затраты на ремонт прокладки головки блока цилиндров могут показаться пугающими для кого-то, просто осознающего, что эта работа необходима.Однако затраты на ожидание решения этой проблемы до тех пор, пока она «не станет действительно серьезной», значительно перевешивают то, что вы, вероятно, заплатите.
Синие выхлопные газы
Белый дым выхлопных газов — не единственный предупреждающий знак взрыва прокладки головки блока цилиндров. Синий дым может указывать на неисправность прокладки головки блока цилиндров и на то, что в двигателе горит масло. Когда масло просачивается из места смазки поршней в камеру сгорания, самое время довести автомобиль до некоторых ремонтных работ.
Дым — большой предупреждающий знак, который должен поднять предупреждающие флажки, когда вы его заметите.Густые дымные выхлопные газы автомобилей образуются при поломке или изнашивании прокладки головки блока цилиндров рядом с масляной системой. Как уже упоминалось, масло просачивается в камеру сгорания, создавая очень заметный дым.
Нефть горит не так чисто, как топливо, что является одной из причин, по которой мы используем газ, а не большинство масел. Когда оно горит, дым, который он создает, густой и неприятный, но само масло также оставляет после себя остатки. Эти остатки накапливаются в камере сгорания, что в дальнейшем может привести к проблемам.
Перегрев
Перегрев никогда не является хорошим признаком, но это, в частности, один из индикаторов повреждения прокладки головки блока цилиндров. Когда масло попадает в систему охлаждения, оно снижает его способность охлаждать двигатель, в результате чего двигатель быстро перегревается.
Ваша утечка может быть более или менее серьезной, и, в зависимости от этого, нередко обнаруживаются пузырьки в вашем переливном баке. Как вы уже догадались, это означает, что цилиндр начал протекать в вашу систему охлаждения.
Жидкости
Одним из наиболее незаметных признаков вздутия прокладки головки является обесцвеченная жидкость. Работа прокладки головки блока цилиндров — предотвращать смешивание жидкостей в двигателе. Обесцвечивание может быть не обычным явлением, но это верный признак того, что этот компонент вышел из строя и вещи смешиваются там, где не должно быть.
Смешивание масла и охлаждающей жидкости
Моторное масло служит очень важному процессу, и если оно перестает работать, это может привести к шлифованию поршней и различным другим осложнениям.Это представляет проблему, когда прокладка головки взрывается, так как это может привести к смешиванию масла и охлаждающей жидкости по-разному.
Масло с охлаждающей жидкостью в нем
Масло, загрязненное охлаждающей жидкостью, будет вспениваться. Это тоже обычно не очень тонко. Представьте себе пену из капучино, которая находится на крышке вашего клапана. Не идеальный вариант и явная проблема, поскольку это мешает вашему маслу выполнять свою работу должным образом.
Охлаждающая жидкость с маслом
Когда в охлаждающую жидкость попадает масло, она образует толстую белую пленку.Обнаружение этого может быть неприятным, но оно похоже на майонез и содержится в крышках радиаторов или, иногда, в переливных резервуарах.
Это изменение текстуры масла делает его менее эффективным при смазке вашего двигателя. Это быстро приведет к более быстрому износу компонентов двигателя.
A Прокладка с выдувной головкой
Беспокоитесь, что у вас может быть взорванная прокладка? Нашли свой автомобиль в сегодняшнем списке? Не торопитесь, чтобы полностью диагностировать проблему самостоятельно или с помощью механика.Подумайте об испытаниях на сухое и влажное сжатие или испытании на герметичность цилиндра, чтобы определить точное место утечки.
Тестер блока также является хорошей идеей для определения наличия каких-либо продуктов сгорания в системе охлаждения. Это не только безопасно, но и является полезным критерием для определения неисправности прокладки головки блока цилиндров. В конечном счете, многие из вас захотят позвонить своему надежному механику, попросить разбить стоимость прокладки головки блока цилиндров и принять решение как можно скорее.
Ищете более подробную информацию о техническом обслуживании и ремонте транспортных средств от отраслевого профессионала с многолетним опытом работы в этой области? Обязательно ознакомьтесь с остальной частью нашего блога содержимого сегодня!
MAFCA Tech Q&A — Блок двигателя
ДВИГАТЕЛЬ «А» или «В»?
Вопрос :
Я купил модель А два года назад.Джентльмен, который его реставрировал, скончался, и я купил его у его вдовы. Его друг сказал мне, что у него двигатель модели B. Откуда я знаю это наверняка? Есть какая-то заметная разница. Выпускной коллектор недавно треснул. Не знаю, нужно ли его приваривать или пытаться заменить. Но в любом случае мне нужен комплект прокладок. Это причина, по которой мне нужно его идентифицировать. Также не могли бы вы объяснить мне разницу между двумя моторами. — Билл Адамсон
Ответ :
Есть несколько заметных различий между двигателями A и B.Двигатель модели «A» имеет трубку возврата масла на правой стороне двигателя, которая простирается от нижнего левого угла клапанной крышки до нижнего правого угла блока. Двигатель «B» не имеет внешней трубки возврата масла.
Двигатель модели «B» имеет небольшой порт на правой стороне, чуть ниже крышки клапанной камеры, для топливного насоса с кулачковым приводом. К этому отверстию будет прикреплен топливный насос или пластина треугольной формы, закрывающая отверстие.
Оба двигателя используют одинаковую прокладку коллектора.Коллекторы «A» и «B» взаимозаменяемы для любого двигателя. Отличия выпускных коллекторов — это угол наклона выпускной трубы на конце коллектора. «A» находится под углом примерно 90 градусов (падает почти прямо вниз), а коллектор «B» опускается под углом примерно 45 градусов.
— Лес Эндрюс, технический директор
ДВИГАТЕЛЬ «B»
Вопрос: Не могли бы вы посоветовать мне, где получить техническую информацию и / или другую письменную информацию по установке двигателя модели B на Ford модели A? — Гюнтер Смит, Мобил, Алабама,
Ответ: В прошлом месяце я дал вам ответ относительно установки двигателя модели B на модель A.Я просто просматривал некоторые из моих вопросов и ответов по электронной почте и понял, что упустил некоторую важную информацию о установке двигателя «B» в Модель A. Возможно, вы уже получили эту информацию, но если нет, то двигатель поддон двигателя B должен быть изменен, чтобы очистить кожух маховика модели A. У меня нет для вас размеров, но после того, как маховик будет прикручен к блоку, установите поддон двигателя B, и вы сможете увидеть, что нужно сделать, чтобы он подошел. Это означает вырезание кусочка из задней части сковороды.Это делалось много раз. Хороший телесный мужчина может сделать это за вас. Извините, если это вызвало у вас проблемы.
— Лес Эндрюс, технический директор
ШУМ РАСПРЕДВАЛА
Вопрос: Во время нашего обсуждения «чрезмерного шума постукивания клапана» вы упомянули, что у вас есть номер детали для направляющих клапана, который вы даете мне попробовать. Я заинтересован в замене направляющих, чтобы посмотреть, исчезнет ли шум. Вот еще один симптом, о котором я не упомянул.Когда вы запускаете холодный двигатель с опущенным на несколько шагов рычагом дроссельной заслонки, постукивание начинается в течение 5 секунд и длится до 2 минут. Шум становится тише, поскольку (я думаю) клапаны наполняются маслом, тогда двигатель работает тихо. Если в течение 10 минут я уменьшу холостой ход, шум снова вернется. Я экспериментировал с зазорами клапанов и сейчас они составляют 10 тысяч. У меня они были в 13 и 15 лет, но все еще есть шум. Если у вас есть другие предложения или вопросы, свяжитесь со мной. — Шампанское Уэйн
Ответ: У вас есть кулачок «B» в вашей модели A? Кулачки B намного шумнее, чем кулачки A.Еще одна вещь, которая добавляет шуму кулачку, — это отверстие кулачка. В модели А нет кулачковых подшипников. Они просверлены в блоке. Я видел их довольно сильно изношенными. Это означает, что кулачок некоторых хлестает, а многие из них погнуты. Обычно это приводит к шуму кулачка (шуму клапанов). Изменение настройки клапана не имеет большого значения для шума. .015 обычно тише, чем .010. Это связано с гармониками кулачка. Я бы посоветовал вам установить клапаны на 0,013 впуск и 0,015 на выпуске.
Убедитесь, что подъемники не изношены (не скручены).Я только что перестроил двигатель в своей поставке 1928 года перед поездкой в Рино. В процессе я просверлил отверстие кулачка, установил бронзовые втулки и расточил линию до кулачка. Я установил кулачок B, у которого закончилось только 0,005. Я установил клапаны на 0,013 и 0,015. Это самый плавный и тихий двигатель, который я когда-либо создавал. Я связываю результаты с идеально прямым кулачком и вкладышами. Это также поможет клапанам добавить 4 унции. масла Mystery Oil в картер и 4 унции. к бензобаку.
Вы сказали, что установка клапанов на.010 и 0,015 не повлияли на шум. Наконец до меня дошло, почему. Часто и часто упускаются из виду (как и я), что мы забываем проверить отверстие толкателя клапана в блоке. Похоже, у вас слишком большой износ отверстия толкателя клапана. Вы можете переточить его и поставить на подъемники большего размера. Я думаю, что у Bratton’s есть тяжелые атлеты. Подъемник для джипа такой же, но имеет больший диаметр, поэтому для подъемника для джипа потребуется расточка. Что происходит, так это то, что подъемник заводится в стволе и издает щелкающий звук, похожий на шум клапанов.Проверить это. Это может быть твоя проблема.
Вы сказали, что переточили кулачок. Я бы проверил мочки твоей камеры. Заточка модели A имеет гладкую круглую шлифовку на высокой стороне выступа кулачка. Некоторые магазины автоматически наносят помол «B» на кулачок A при его переточке. Лепестки B достигают очень высокой точки на высоком боковом лепестке. Еще одна вещь, на которую следует обратить внимание, это то, что он мог отшлифовать почти весь материал с пяточной стороны мочки, возможно, весь материал с пяточной части. Если это так, это похоже на измельчение B с более высоким подъемом, и клапан опускается с верхнего лепестка намного быстрее, что приводит к гораздо большему шуму клапана.В этом случае вы не избавитесь от шума, пока не замените кулачок. Если это является причиной шума, неплохо, если вы сможете с этим справиться.
— Лес Эндрюс, технический директор
ПРОКЛАДКИ И УПЛОТНЕНИЯ
Вопрос: Когда я прочитал большую часть литературы по изменению размера жиклеров карбюратора, процесс, который я недавно завершил, большинство авторов просто называли эту задачу «спаять жиклеры закрытыми, а затем повторно просверлить их подходящим размер бит.«Как писал мне в письме Рассел Баетке,« слишком часто мы пишем, имея в виду других инженеров ». Подобный случай произошел при восстановлении двигателя. для шатунов, чтобы они совпали с отверстиями для шплинта!) Стр. 1-139: «6. Вставьте прокладку асбестового троса (предварительно пропитанную маслом) в крышку распределительного механизма ….. 9. Прикрутите крышку распределительного механизма на место … «
В моей ситуации просто не сработает !!! Разочарование, разочарование…. После многих часов попыток воплотить в жизнь предложения других (например, «используйте гнездо размером чуть меньше диаметра кривошипа, чтобы вдавить тросовое уплотнение на место»), не было никакого способа, которым даже размятое уплотнение позволило бы мне чтобы совместить отверстия для болтов с отверстиями в блоке. Прикрутив крышку распределительного механизма (без уплотнения) на место, я заметил, что у меня есть только около 0,030 дюйма зазора между кривошипом и крышкой. Конечно, это будет варьироваться в зависимости от толщины регулировочных шайб под крышками коренных подшипников (мой средний 018-.020 дюймов с недавно просверленными подшипниками).
К счастью, мне удалось сохранить старую прокладку (до разборки не было утечки передней прокладки). Я подумал, что, возможно, предыдущий восстановитель использовал уплотнение меньшего диаметра, чем канатное уплотнение диаметром в полдюйма, которое я получил от Bratton’s. Старое уплотнение было того же типа с таким же диаметром, и оно аккуратно входило в обработанную канавку; он не выглядел так, как будто его забили на место. Однако он имел вид уплотнения, которое было аккуратно разрезано с одной стороны, чтобы придать ему плоскую поверхность для установки на кривошип.Благодаря этой плоской стороне отверстия под болты крышки привода ГРМ могут совпадать. Один член Клуба здесь, в Хьюстоне, сказал мне ранее, что ни при каких обстоятельствах нельзя разрезать веревочную пломбу, потому что она со временем разрушится. Как вы думаете? Я почти чувствую, что у меня нет выбора, кроме как обрезать печать. Спасибо за любые мысли, которые у вас могут возникнуть, и вы все равно написали отличную книгу!
Ответ:
Не разрезайте асбестовую прокладку. Ваша проблема может заключаться в том, что ваша прокладка слишком длинная.При необходимости можно немного отрезать конец. Вставив ее в крышку распределительного механизма, убедитесь, что два конца находятся на одном уровне с нижним краем крышки и что прокладка полностью вошла во фланец крышки. Вы должны иметь возможность надеть крышку на кривошип достаточно далеко, чтобы верхний болт вошел в крышку распределительного механизма, а затем продвигайтесь вниз оттуда. У меня никогда не было таких проблем, за исключением случаев, когда прокладка была слишком длинной. Он становится плоским от износа и обеспечивает хорошую герметичность.Если ничего не помогает, вы можете узнать у Bratton’s о новом неопреновом уплотнении, доступном для переднего уплотнения. Никогда не пробовал.
— Лес Эндрюс, технический директор
ПРОКЛАДКИ УПЛОТНЕНИЯ
Вопрос: Другая мысль, высказанная более опытной моделью A’er, которая, кажется, заслуживает внимания, связана с использованием герметика для прокладок. Он предлагает использовать самый прочный герметик на верхней части прокладки поддона, то есть между прокладкой и блоком, и очень консервативное количество силикона для стороны поддона.Таким образом, когда вы снимаете поддон, прокладка останется на стороне блока, а поддон выйдет, надеюсь, с неповрежденной прокладкой для повторного использования. Я недавно пробовал это более года, и это сработало замечательно.
Indian Head также хорошо подходит для установки резьбы на болтах вместо более прочного и иногда повреждающего Loctite. Не было ослабленных болтов. Важнее. при снятии болтов резьбы больше не испортил! Loctite — хороший материал, если вы не возьмете не тот.тогда разборка пагубна. — Майк Фланаган, Модель-дурак.
Ответ: Майк, техника прокладки поддона картера широко используется и является хорошей. Однако вы должны быть уверены, что поверхность нижнего края блока чистая, иначе прокладка будет прилипать к ней и, таким образом, разорваться, когда вы снимете поддон. Тогда чистка поверхности поддона и блока — настоящая головная боль, особенно если вы используете герметик для прокладок Permatex.
— Лайл Мик, технический директор
ЗАМЕНА ПРОКЛАДКИ ГОЛОВКИ
Вопрос: Я собираюсь установить новую прокладку головки Felpro 7013 Rev 3 в мою модель A с Brumfield 5.9: 1 голов.
Меня беспокоит, какая сторона вверх.
Некоторые говорят, что нужно писать стороной вверх; некоторые говорят поставить камеру сгорания «кромкой» прокладки вверх.
Но на FelPro 7013 «кромка» находится с одной стороны, а надпись — с другой.
Я заглянул в «Справочник механики» Леса Эндрюса, и там тоже не совсем ясно.
Felpro было бы так легко поставить ЭТОЙ СТОРОНОЙ ВВЕРХ на прокладку !!
—
Рик Блэк
Медфорд Орегон
Ответ:
Я чувствую твою боль! Я сам был в таком же положении.Вот что написал Ларри несколько лет назад:
| «Сторона прокладки будет работать в любом направлении, то есть стороной обжима вверх или вниз. Теперь, пройдя миллионы миль, вибрационное движение будет оставлять отпечаток прокладки на поверхности, против которой оно находится. Сторона обжима не такая гладкая, как другая, поэтому некоторые люди предпочитают прикладывать сторону обжима к головке, чтобы отпечаток изнашивался в головке, а не на блоке. Голову легче восстановить.Некоторые скажут, что гладкая сторона не изнашивается, но это неправда. Обе стороны носят. Просто сторона обжима изнашивается все быстрее и быстрее ». |
Надеюсь, что это поможет.
—
Джим Кэннон
Технический директор MAFCA 2014 — опубликовано 23.06.14
ШПИЛЬКИ ГОЛОВКИ
Для обеспечения одинаковой высоты большая часть шпилек должна выступать на 2 3/4 дюйма над верхней частью блока цилиндров.
Для шпильки между свечами зажигания 3 и 4, куда входит выдвижной зажим, если используется кованый зажим для кабелепровода, длина должна быть от 4 1/8 «до 4 1/2»;
, если используется более поздний зажим, длина должна быть 2 29/32 «.Две шпильки для выпуска воды должны выступать на 5 дюймов над блоком.
—
Боб Хесс, Канзас-Сити, штат Миссури, — из Реставратор — Маленькие подсказки Январь / февраль 2012 г. стр. 46 — опубликовано 15.02.21
ФРЕЗЕРНЫЙ БЛОК
Вопрос: Я недавно купил 4-цилиндровый двигатель 1932 года, и в деке есть ямы. Какую глубину должны быть ямы, прежде чем я буду сбривать колоду? Если я выбрил колоду, будут ли поршни выступать над декой, и если поршни поднимутся над декой, все в порядке?
Ответ:
Если ваши поршни скошены по краю, чтобы они не задевали прокладку головки, то вы можете без проблем побрить блок.Между блоком и головкой вы можете оторваться на расстояние до 0,125 дюйма, хотя большая часть должна оторваться от головки, чтобы поршень не выступал слишком далеко над блоком. Бритье блока или головки немного повысит вашу компрессию. Это означает больше лошадиных сил. Я бы не стал слишком беспокоиться о ямках в блоке. Более важно, чтобы дека (верх блока) был идеально ровно отфрезерован, то же самое для головы. Используйте прокладку на 0,100 дюйма над головкой, если поршни не скошены и выступают над блоком.
— Лес Эндрюс, технический директор
УТЕЧКИ МАСЛА
Вопрос: Похоже, на моей недавно купленной модели A 1930 года перед картером сцепления наблюдается сильная утечка масла.Мне сказали, что это могло быть заднее уплотнение двигателя. Звучит ли это разумно и сколько, по вашему мнению, должно стоить, чтобы это исправить?
Ответ: Мне нужна дополнительная информация о вашем двигателе. Сколько миль прошло с тех пор, как он был восстановлен? Когда вы говорите о плохой утечке, сколько масла капает на землю? Идет ли он снизу смотровой пластины на передней части кожуха маховика на лицевой стороне кожуха или через отверстие в днище?
Теперь, спросив об этом, позвольте мне сказать, что скоро нужно будет сказать, заднее ли это уплотнение или что-то еще.Теперь тебе нужно поработать. Во-первых, тщательно очистите двигатель и все, что находится под ним, включая масляный поддон, блок двигателя, крышку маховика и т. Д. Очистите его от жира и масла, насколько это возможно. Поскольку двигатель расположен под небольшим наклоном назад, даже утечка через переднее уплотнение масляного поддона может показаться протекающей сзади. Масло будет стекать по краю крепления масляного поддона к нижней части двигателя, а затем по поверхности крышки маховика. Масло может вытекать из нижней части возвратного маслопровода камеры клапана.
Очистим поверхность, запустим двигатель и проследим, нет ли следов масла. Также затяните все болты масляного поддона. Будьте осторожны, не сломайте ничего. Наихудшим случаем неисправности может быть задняя главная магистраль или когда двигатель был собран, прокладка между блоком цилиндров и крышкой маховика была опущена. Если прокладка была опущена, большое количество масла вытечет и будет выглядеть утечка заднего уплотнения.
— Лайл Мик, технический директор
УТЕЧКИ МАСЛА
Вопрос: После 25–30-мильной поездки по холмистой местности я проверил двигатель на своем «А» и заметил, что под и за заливной трубкой на блоке, соединительным шлангом радиатора, и стартер.Картер был полон по щупу. Во время этой поездки у меня было несколько длительных спусков, я использовал торможение двигателем на высокой передаче и держал скорость около 30-35 миль в час. Моя крышка заливной горловины не имеет никакого «экранирования» — или сапуна — и мне было интересно, нормально ли это — и было ли это, возможно, вызвано давлением в картере при длительных переходах на более раннюю версию? Следует ли держать картер «А» чуть ниже полного, как и радиатор? — Джордж Ярбро
Ответ:
Да, условия, которые вы описываете, вероятно, увеличили давление в вашем картере и вызвали удар из заправочной трубки.Сколько миль на вашем двигателе … если новые ваши кольца, возможно, еще не установлены … если много миль вы, возможно, изнашивали кольца … поставьте медную чистящую салфетку (из местного продуктового магазина) в крышке маслозаливной горловины ….. это может помочь …. Не переполняйте маслом, но при замене масла оно должно быть не менее 4 1/2 кварты … Книга требует 5 литров, но когда вы сливаете масло, часть его все еще остается в масляном поддоне … Я держу свое чуть ниже «F» на щупе.
— Лайл Мик, технический директор
МАСЛЯНЫЙ ПОДДОН
Вопрос: Трое из нас строили и ремонтировали в качестве хобби — Model A и накопили несколько дополнительных деталей.В свое время у нас было 11 двигателей, но из-за повреждений пришлось отказаться от нескольких. Недавно мы разобрали три двигателя, и у всех есть отверстия в верхнем масляном поддоне диаметром около 1/8 дюйма, прямо там, где проходит пруток. Мы не можем найти никаких земных причин для этих отверстий и чувствуем, что должны их спаять. закрыто. У одного двигателя был обратный клапан внизу на задней основной дренажной трубке. Опять же, мы не думаем, что это правильно. Не могли бы вы дать какой-нибудь мудрый совет по поводу этих отклонений? — Фред Энгельман
Ответ: Ни в коем случае не ставьте поддон в машину таким образом.Я слышал об этом раньше. Кто-то, кто не знает лучшего, просверлил отверстия, так что ВСЕ масло сливается при замене масла. Когда машина садится на короткий промежуток времени, все масло уходит в поддон стержня рукояти. Это означает отсутствие масла при запуске, пока камера клапана не заполнится, а затем не стечет обратно в лоток. Как видите, это ПЛОХАЯ идея. Контрольные шарики были вставлены в задние основные сливные трубки грузовика AA. Если вы не переполните картер, а затем поднимете уклон 12% или выше, обратный клапан не понадобится.Важно не заливать картер выше отметки F.
— Лес Эндрюс, технический директор
МАСЛЯНЫЙ НАСОС
Вопрос: Как определить износ масляного насоса? У меня есть один, у которого практически нет люфта в шестернях или валу, но на него была надета торцевая пластина от автомобиля модели 18 (18-6616). Очевидно, что этот насос не является насосом 18-6600, и я предполагаю, что бывший владелец сделал с насосом то, что вы сказали не делать, т.е.е. закрепите его болтом или установочным винтом через блок цилиндров. (У него есть контрольные отметки на верхней части корпуса, как если бы он удерживался на месте с помощью болта, почти так же, как это видно на отливке основания распределителя). Если стоит, я постараюсь найти А-6616 взамен 18-6616. В противном случае это источник запчастей. — Дон Кидвелл
Ответ:
Единственное, что можно сделать с масляным насосом, — это заменить втулки верхнего и нижнего вала. Как правило, вал или шестерни практически не изнашиваются.Я бы не отказался от этого. Если втулки хорошие, то плохой найти сложно.
— Лес Эндрюс, технический директор
ПРОФИЛЬНОЕ МАСЛО
Вопрос: Я занимаюсь заменой направляющей клапана на двигателе. Я снял семь двухкомпонентных направляющих клапана, но у меня есть одна упрямая. Я немного поцарапал его, постукивая сверху узким перфоратором, и, возможно, заклинило. Я осторожен, так как ранее сломал скол в отливке блока на другом двигателе.Пару дней мочился с WD-40, но все равно гайд воткнул. Есть ли у вас какие-либо предложения по снятию застрявшего толкателя клапана?
Ralph Elston Sequim, Вашингтон
Ответ : Во-первых, WD-40 не самое лучшее проникающее масло. Возьмите PB Blaster или Kroil и пропитайте этим твердые детали. Постарайтесь заглушить его, чтобы он несколько дней оставался над проводником. Постучите по направляющей каждый день, наносите больше проникающего масла, затем дайте ему впитаться, чтобы проникающее масло проникло внутрь.Если после нескольких дней замачивания все еще прилипло, приложите немного концентрированного тепла только к направляющей. Когда вы это сделаете, проникающее масло будет дымиться как сумасшедшее, так что делайте это на улице. Это заставляет направляющую расширяться и растрескивать образовавшуюся ржавчину. Затем нанесите более проникающее масло, когда оно остынет, и попробуйте постучать по нему.
Если ничего не помогает, отнесите его в механический цех и попросите его аккуратно высверлить его с помощью сверл постепенно увеличивающегося размера. Обычно вибрация и тепло, возникающие при сверлении, разрывают его. Он начнет вращаться на сверле.Убедитесь, что они не просверливают блок.
На застрявшем подъемнике хорошо очистите края проволочной щеткой, чтобы проникающее масло не попало внутрь, и используйте PB Blaster или Kroil. Стучите по нему сверху каждый день. После замачивания в течение трех дней постучите сильнее.
— Технические вопросы и ответы, The Restorer, март / апрель 2014 г.
ЗАЗОР ПОРШНЯ
Вопрос: Я недавно купил 4-цилиндровый двигатель 1932 года, и в деке есть ямы. Какую глубину должны быть ямы, прежде чем я буду сбрить колоду? Если я выбрил колоду, будут ли поршни выступать над декой, и если поршни поднимутся над декой, все в порядке?
Ответ: Если ваши поршни скошены по краю и не задевают прокладку головки, то вы можете без проблем побрить блок.Между блоком и головкой вы можете оторваться на расстояние до 0,125 дюйма, хотя большая часть должна оторваться от головки, чтобы поршень не выступал слишком далеко над блоком. Бритье блока или головки немного повысит вашу компрессию. Это означает больше лошадиных сил. Я бы не стал слишком беспокоиться о ямках в блоке. Более важно, чтобы дека (верх блока) был идеально ровно отфрезерован, то же самое для головы. Используйте прокладку на 0,100 дюйма над головкой, если поршни не скошены и выступают над блоком.
— Лес Эндрюс, технический директор
КОЛЬЦА ПОРШНЕВЫЕ
Вопрос: После установки нового набора колец на один цилиндр я проехал на нем всего 40 миль или около того.Есть ли шанс, что если я проехал на нем еще немного, кольца могут сесть? Или это просто принятие желаемого за действительное с моей стороны? — Боб Снеллингс
Ответ: Извините, но боюсь, что это принятие желаемого за действительное. Если бы это сработало, новые кольца должны были бы сразу же довести сжатие примерно до 55 фунтов. Вам нужно измерить верх, центр и низ цилиндра внутренним микрометром, чтобы определить истинное состояние. Цилиндр обычно изнашивается с одной стороны вверху и с противоположной стороны внизу цилиндра.Они изнашиваются. Если они на 0,010 больше наверху и 0,010 внизу, это обычно означает, что вы на 0,020 ошибочны. Кольца не выдерживают. С такой большой потерей сжатия я бы также проверил, нет ли сгоревшего или деформированного клапана или треснувшего седла клапана. Удачи. Надеюсь, у вас все получится.
— Лес Эндрюс, технический директор
ПОРШНИ
Вопрос: У меня есть двигатель, который я только что разобрал.2 поршневых пальца имеют держатели. Остальные 2 нет. Булавки для запястий длиннее, поэтому я не могу сказать, есть ли там роща для смотрителей. Кажется, что штифты плотно прижаты к стержням. Поршни стандартные и на них написано Форд. Я вижу только слово «брод» на одной удочке. Один с хранителями. В квартале нет рощи, так что я думаю
штифт неподвижен в стержне. Вы когда-нибудь сталкивались с этим? Байрон Ройс, Corning CA. 11.04.10
Ответ:
В оригинальных штифтах на запястьях, используемых Ford в двигателе модели A, использовалось стопорное кольцо, центрированное в шатуне.Шатун имел двухсекционную втулку со стопорным кольцом между ними. Булавка на запястье имела в центре бороздку. Штифт для запястья вставлялся острым инструментом, который расширял стопорное кольцо и позволял штифту войти в стержень. Было несколько производителей инструментов, в том числе K.R. Wilson, который поставил эти специальные инструменты. Вполне возможно, что вы наткнулись на пару оригинальных деталей. Многие из запасных штифтов на запястье имели такую же конфигурацию. Удаление запястных штифтов оригинального типа может быть проблемой, поскольку сила, препятствующая извлечению штифта, должна привести к тому, что стопорное кольцо расширится из центральной канавки.
—
Чак Кристенсен, технический директор, 2010 г.
ЗАДНИЙ ГЛАВНЫЙ
Вопрос: Я обнаружил, что у моего двигателя на моем кабриолете 31 сломана перемычка в передней части клапанной камеры. похоже, что это очень распространенная проблема во многих старых блоках и вызывает масляное голодание в центральной и задней магистралях. Симптомы заключались в том, что двигатель был отремонтирован и работал на низких оборотах довольно много часов, в то время как остальная часть автомобиля достраивалась.Я выехал на машине по шоссе, увеличил скорость примерно до 55 миль в час и выдержал скорость примерно 2 мили. машина начала стучать и попыталась запереться, но когда я сразу отъехал в сторону, стук прошел примерно через 30 секунд. Я отремонтировал масляную плотину после нескольких дней консультаций и обнаружил, что машина теперь будет пробегать еще несколько миль, но в конце концов снова начнет стучать, пока я не остановлюсь на некоторое время, предложения ?? Знаю, что придется перебирать подшипники, но сначала хочу решить проблему! — Чарльз Нилл
Ответ: Я не уверен, что вы сможете решить проблему до разборки двигателя для капитального ремонта.Что нужно проверить — это масляный насос (заполнена ли клапанная камера маслом?). Убедитесь, что три масляных канала к трем основным подшипникам из клапанной камеры свободны. Я видел, что задняя основная масляная трубка частично заблокирована в попытке устранить заднюю основную утечку масла. Затем проверьте штоки и сеть на предмет правильного зазора в подшипниках. Убедитесь, что перегородка масляного поддона не снята. Это необходимо, чтобы стержни собирали масло. Сообщите мне, что вы найдете.
— Лес Эндрюс, технический директор
ЗАДНИЕ ГЛАВНЫЕ ПРОКЛАДКИ
Вопрос: Я устанавливаю масляный поддон на двигатель своего городского седана 1930 года выпуска.Задняя основная пробковая прокладка имеет длину 8 1/4 дюйма, но кажется, что она составляет около 1 3/4 дюйма в длину. Какой должна быть правильная длина (с учетом коэффициента сжатия поддона) задней основной пробковой прокладки?
Ответ: Существует 3 различных молдинга крышки заднего коренного подшипника. Все они немного различаются в этом пробковом канале. Лучше всего использовать бритвенное лезвие и отрезать понемногу, пока оно не станет идеально подходящим. Эта пробковая прокладка должна сесть поверх выступа прокладки поддона, а затем полностью войти в канал вокруг основной крышки и заподлицо над краном прокладки поддона с другой стороны.Иногда прокладка слишком широка для канала, поэтому я сбриваю небольшой скос с одной стороны, чтобы прокладка хорошо входила в канал. Не допускайте сжатия. Это само о себе позаботится. Перед сжатием оба конца должны быть заподлицо. Нанесите небольшое количество герметика для прокладок на каждый конец, где он сидит на прокладке поддона. Никакой другой герметик на этой прокладке не требуется.
— Лес Эндрюс, 1999 Технический директор
ЗАДНЕЕ САЛЬНИК
Вопрос: У меня серьезная утечка масла на заднем коренном подшипнике, и я хотел бы заменить уплотнение на современное, как указано в каталоге запчастей, номер детали.6328-А. У меня вопрос, какая обработка требуется для установки этой детали.
Ответ :
Я настоятельно призываю вас не делать этого. Большинство уплотнений требуют снятия кривошипа и шлифовки канавки для уплотнения. Я видел, как слишком многие из них терпят неудачу. Вы, вероятно, будете часто заменять уплотнение, если выберете именно такой путь. Ответ — не печать на вторичном рынке. Это не решает проблему. Модель A не будет протекать масло, если сеть настроена правильно.В 99,9% случаев утечка масла из задней части происходит из-за того, что задний основной баббит имеет трещины и / или слишком большой зазор из-за износа крышки заднего коренного подшипника. Нужно вытащить двигатель и осмотреть задний коренной баббитовый подшипник. Убедитесь, что баббит в блоке и крышка подшипника не треснуты и не сломаны. Если он треснул или сломался, Бэббит необходимо заменить. Убедитесь, что трубка возврата масла на крышке заднего коренного подшипника находится на месте и не засорена (не забита). Затем установите крышку заднего коренного подшипника с зазором не более 0,001 дюйма.Последнее, что нужно проверить, — это люфт кривошипа. Концевой люфт не должен превышать 0,004 дюйма. Концевой люфт больше, и кривошип действует как насос и выталкивает масло из задней главной магистрали, когда она движется вперед и назад. Когда основные подшипники модели A установлены правильно, он не будет протекать масло. У меня есть три Model A, я проехал на них много миль, и они не протекают (возможно, небольшое уменьшение размера отпечатка пальца после долгой тяжелой поездки).
— Лес Эндрюс, 1999 Технический директор
СЪЕМНАЯ ГОЛОВКА
Вопрос: Снял трамблер и водяной насос и все гайки и болты на головке.Затем я пропитал все на несколько дней WD 40. Я взял мягкий молоток и стал постукивать вокруг головы, пытаясь ослабить головку. Мне кажется, что передняя часть головы расшатывается, но спина любит свой дом и хочет остаться. Можете ли вы дать мне способ снять головку, не разбирая двигатель снизу ??
Ответ :
Иногда они могут быть довольно упрямыми. Главное — запастись терпением. Вы правильно сделали с WD40. Продолжайте делать то же самое вокруг шипов.Это может занять 4 или 5 дней замачивания. Вода иногда поднимается вверх вокруг шипов, а вокруг отверстия в головке образуется ржавчина. Итак, голова заржавела до шпильки.
ВНИМАНИЕ — ВНИМАНИЕ. Никогда не пытайтесь поддеть что-либо между головой и блоком с обеих сторон. Вы обязательно сломаете голову. Если кажется, что голова поднимается спереди, можно использовать долото на переднем крае и немного поддеть (осторожно). Если головку не удается сдвинуть с места, безопаснее всего закрутить гайки на шпильки двумя гайками (возможно, придется заточить одну гайку тонко, чтобы на шпильке были две гайки).Затяните нижнюю гайку напротив верхней гайки, чтобы зафиксировать ее, а затем поверните верхнюю гайку, чтобы открутить шпильку. Попробуйте удалить все шпильки. Не беспокойтесь о повреждении шпильки. Все они в любом случае должны быть заменены и стоят недорого. Голова легко снимается со снятыми шипами. Если двойная гайка не работает из-за снятия резьбы, возьмите приспособление для снятия шпилек в магазине автомобильных запчастей. Он прижимается к шпильке, чтобы ее можно было открутить.
— Лес Эндрюс, 1998 Технический директор
ДЕМОНТАЖ ШПИЛЬКИ
Вопрос: У меня купе 1930 года выпуска, и я пытаюсь снять головку, чтобы заменить ее прокладку.Моя проблема в том, что шип, который проходит через гусиную шею через голову, не слишком дружелюбен. Я снял гусиную шею и попробовал описанный в вашей книге трюк с двойной гайкой для снятия шпильки. Для одного это сработало, но когда я попробовал это на этом, резьба на нижней гайке оборвалась. Затем я добавил еще жидкий гаечный ключ, подождал пару дней и снова попытался определить, какое место осталось на шпильке. Не повезло. То же самое начало происходить, поэтому я остановился. Затем я пошел в SEARS и купил приспособление для снятия шипов, и все, что мне удалось сделать, — это затереть резьбу.Есть предложения. Я застрял.
Ответ: У меня была такая же проблема, поэтому я знаю, через что вы проходите. Съемник шипов типа Sears обычно не помогает с сильно заржавевшими шипами. Вам понадобится много замачивания, а затем профессиональный инструмент для удаления шипов. Это усиленный тип, который имеет губки, которые зажимают шпильку. Обычно это разрушает резьбу, но шпильки дешевы и легко заменяются. Шпильки гусиной шеи часто заржавели из-за утечки воды на дно отверстия для шипа изнутри блока.Если случится обломиться, не волнуйтесь. Просверлите его и вставьте спираль, как описано в Руководстве по механике. Сначала проявите терпение с жидким ключом, а затем наденьте шпильку с помощью небольшого трубного ключа. Вы должны взять его возле основания шипа. У меня это срабатывало много раз.
— Лес Эндрюс, технический директор
БОЛТЫ С МОМЕНТНОЙ ГОЛОВКОЙ
Вопрос: Недавно я переделал двигатель модели А. Я закрутил голову до 40 фунтов.холодно и все было хорошо. Я завел двигатель и нагрел его до 50 фунтов. и когда я добрался до орехов шеи воды, 50 фунтов. крутящего момента выдавил прокладку из водяной горловины. Я использовал трюк с бумажной спичкой, который, как мне кажется, рекомендуется, чтобы не сломать шею. У меня вопрос: следует ли использовать меньший крутящий момент на гайках водяной шейки или вообще не использовать прокладку, а только цемент для прокладок? — Тед Пуртелл
Ответ: Затяните все 14 головных гаек с усилием 50 фунтов. это включает в себя выпускные отверстия для воды.Однако медленно поворачивайте динамометрический ключ на этих двух. Метод, который вы использовали, подходит и используйте прокладку, входящую в комплект прокладок. Головные гайки следует затягивать в холодном состоянии на 5 фунтов. с шагом 35, 40, 45, а затем 50 фунтов …. прогрейте двигатель, а затем закрутите его до 50 фунтов. очередной раз. Проехать около 100 миль на A и в последний раз затянуть головку с усилием 50 фунтов. Этого хватит на многие мили.
— Лайл Мик, технический директор
КЛАПАНЫ И НАПРАВЛЯЮЩИЕ
Вопрос: Я хочу установить современные клапаны в свой 4-цилиндровый Ford модели А, и у меня к вам два вопроса.Во-первых, доступны ли эти детали у моего местного дилера? Во-вторых, когда я разверну направляющее отверстие до 5/8 и вставлю направляющую, будет ли у меня хорошая прессовая посадка?
Ответ :
Все эти детали доступны в вашем местном магазине автомобильных запчастей. Направляющие клапана
— (цельные) Seal Power #VG 361. Мне сказали, что этот новый номер подходит без развертывания. Возможно, придется заморозить направляющую перед вставкой. Он был протестирован, и мне сказали, что он хорошо подходит. Клапан
— Seal Power # 1558 Он слишком длинный, отшлифуйте наконечник, как показано в Руководстве по механике модели A.
Пружина клапана — сила уплотнения # VS71.
Хранитель — Силовая печать № VK115.
Пружинный фиксатор — GM # 14003974 (или малый блок Chevy).
Некоторые из приведенных выше чисел отличаются от указанных в предыдущих книгах. Все эти части есть в наличии.
— Лес Эндрюс, 1999 Технический директор
РЕГУЛИРОВКА КЛАПАНА
Вопрос: Как отрегулировать клапаны модели «А»? В сервисных бюллетенях Ford указано, в каком порядке их настраивать, но не как.У меня есть мотор 1928 года с клапанами Ford Model A, которые серьезно нуждаются в регулировке. — Рик Ботти
Ответ: Первый вопрос: есть ли в вашем двигателе регулируемые подъемники. В таком случае достаточно просто повернуть регулировочный винт и проверить зазор. Если нет, у вас впереди крупный проект. Потребуется вытащить клапаны, собрать их и отшлифовать до нужного размера. Лучший ответ для подъемников старого типа — заменить их регулируемыми.Это непростая задача, но ее можно решить, не выкручивая двигатель.
— Лайл Мик, технический директор
НАПРАВЛЯЮЩИЕ КЛАПАНА
Вопрос: Есть ли у вас какие-нибудь советы по установке направляющих клапанов в мой пикап конца 31 года? Вся литература, которую я читал, предполагает, что они должны просто встать на свои места. Однако это не так. Я могу начать их только примерно с 1/8 дюйма — Майк Соррентино
Ответ: Вы не упомянули, устанавливаете ли вы направляющую клапана из двух частей или современную цельную направляющую.В любом случае, похоже, что в отверстии направляющей клапана скопился нагар. Направляющая клапана должна иметь диаметр 0,594 дюйма. Попробуйте пропустить хонинговальный инструмент через отверстие направляющей, чтобы удалить нагар. Они должны проскользнуть внутрь под давлением руки. Размер должен быть одинакового для любого типа направляющей клапана. Эндрюс, технический директор
ПРУЖИНЫ КЛАПАНА
Вопрос :
Лес, я заметил, что номер, который вы указываете для фиксатора пружины клапана (Chevrolet № 3279363 — стр. 1-130), не является хорошим числом.Подойдут старые фиксаторы клапана с плоской головкой, и я думаю, что они использовали ту же пружину или, по крайней мере, такой же диаметр пружины. — Брюс Хайленд, Шарлотта, Северная Каролина
Ответ: Вы правы. Они больше не отображаются в компьютере для запчастей. Я всегда мог их получить примерно год назад. Новый номер для держателя пружины — GM 14003974 или попросите небольшой блок Chevy. Механические мастерские выбрасывают их, когда восстанавливают небольшой квартал, и обычно просто отдают вам старые.Новый номер появляется в последней редакции Руководства по механике модели А.
— Лес Эндрюс, технический директор
ВИБРАЦИИ
Вопрос: У меня проблема с моим седаном Tudor Sedan конца 1931 года выпуска. Каждый раз, когда я увеличиваю обороты двигателя в парке, он плохо вибрирует при замедлении. Люди на шоу говорят разные вещи. Каково ваше мнение о проблеме? — Джо О
Ответ: Не слыша двигателя мне сложно определить вашу проблему.Из того, что вы мне говорите, похоже, что что-то не сбалансировано. Все в двигателе, начиная с лопастей вентилятора и поршней, шатунов, кривошипа, маховика, нажимного диска и сцепления, должно быть точно сбалансировано. Также убедитесь, что крепления вашего заднего двигателя плотно затянуты, и убедитесь, что все три болта крепления стартера затянуты. У вас также может быть маховик, который не выровнен. Все вышесказанное может вызвать чрезмерную вибрацию. Я бы, вероятно, подозревал, что проблема связана с маховиком и нажимным диском из-за вибрации при замедлении.Деформированный кожух маховика может вывести все из строя, но виной может быть одна из вышеперечисленных проблем. Звучит не очень хорошо. Надеюсь, вы сможете найти проблему и исправить ее.
УТЕЧКА ВОДЫ ЧЕРЕЗ ГОЛОВКУ
Вопрос: У меня есть грузовик AA 157 «августа 1931 года, который я восстанавливаю. Шасси готово, но у меня проблема с бывшим в употреблении двигателем, который я купил для замены отсутствующего. Этот двигатель был восстановлен в конце сороковых годов и никогда использовал.У двигателя есть утечки воды вокруг шпилек головки блока цилиндров. Я заменил прокладку головки на три разных типа, заменил шпильки, запечатав их один раз Permatex High Tack и один раз Rectorseal, использовал защиту от утечки радиатора в радиаторе и изменил поверхность головки. Теперь одна из новых шпилек не будет затягиваться, и ей потребуется Helicoil. Поскольку мне нужно будет удалить голову еще раз, возможно, Helicoil во всех отверстиях решит проблему? Или вы знаете об исправлении? — Джерри Оливер, Олимпия, Вашингтон,
Ответ : После того, как вы сняли головку, первое, что я сделал бы, если вы еще этого не сделали, — это повторно заправить все отверстия под шпильки головки в блоке.Используйте подходящий нарезчик резьбы … установите все шпильки на головку и проверьте, не ослабли ли они … если есть движение из стороны в сторону, вероятно, подойдет Helicoil (убедитесь, что в блоке нет трещин в отверстиях для шпилек) При переустановке шпилек головы обязательно нанесите на резьбу немного противозадирного состава. Иногда из шпильки будет течь немного воды, и через короткое время она закроется, и у вас не будет проблем. Однако внимательно следите за ним на предмет перегрева и возможной утечки сгорания… он должен затягивать и удерживать 50 фунтов … дай мне знать, как ты разбираешься.
— Лайл Мик, технический директор
ВЕС ДВИГАТЕЛЯ
—
Вопрос : У меня двигатель на блоках, без крышки маховика и головки.
Какой вес для подъема? (или прибл.)
Модель А 1930 года
Заранее спасибо.
Дэниел Кэмпбелл, Гарвард, Иллинойс
Ответ :
Вес того, что у вас есть, должен составлять от 225 до 250 фунтов.Полный двигатель без маховика и сцепления в сборе, включая генератор, коллекторы и т. Д., Указан как 350 фунтов.
— Чак Кристенсен ,
2011 Технический директор
Последнее обновление:
15.02.2021
восстановленных головок цилиндров — Capital Reman Exchange
Отделение головок блока цилиндров Capital Reman Exchange оборудовано для обработки восстановленных головок блока цилиндров всех производителей дизельного топлива и природного газа.Наши мощности включают в себя небольшие восстановленные головки цилиндров до головок серии CAT 3600, которые могут весить более 500 фунтов с диаметром седла более 4 дюймов. В процессе восстановления восстановленных головок цилиндров мы разбираем головку цилиндров, проводим проверку на магнитные частицы и испытания под давлением с использованием нашего современного тестера Newclear, проверяющего отливку на предмет утечек.
Затем мы предлагаем широкий спектр ремонтных работ, которые включают: замену трубки форсунки, замену седла клапана и направляющей клапана.Мы ремонтируем поврежденные отверстия под штифты моста, а также шлифовку настилов и поверхности выпускного коллектора. Мы можем отремонтировать трещины в отливке, а также отремонтировать поврежденные отверстия втулки кулачка, а также отремонтировать поврежденные отверстия под шпильки выпускного коллектора. После завершения ремонта мы собираем восстановленную головку блока цилиндров и проверяем высоту клапана, а также проверяем герметичность между лицевой стороной клапана и седлом клапана. Полный 13-этапный процесс восстановления головок цилиндров приведен ниже.
Услуги общей механической обработки
Capital Reman Exchange отлично оборудован для обслуживания различных промышленных компонентов.Будь то изготовление инструмента, наплавка, растачивание, обнаружение трещин, полировка, шлифование или шлифование валков, мы готовы справиться с этой задачей. Мы предоставляем консультационные решения для механических цехов и понимаем потребности отрасли, а также первостепенное значение срочности и обслуживания.
Наши обрабатывающие центры, токарные станки, печи для сварки и термообработки позволяют нам ремонтировать компоненты, которые многие другие механические мастерские не попытаются утилизировать. Знания и опыт наших механиков обеспечивают качество и надежность всех наших восстановленных головок цилиндров.
Процесс восстановления 13-ступенчатой головки цилиндров:
Мы тщательно подходим к ремонту головок цилиндров. Наш процесс восстановления головок цилиндров был новаторским и усовершенствованным более 40 лет назад. Мы разработали 13-этапный процесс для восстановленных головок блока цилиндров, который гарантирует, что восстановленные головки блока цилиндров высочайшего качества будут готовы к потребностям наших клиентов.
Шаг 1: Процесс снятия восстановленных головок цилиндров
Первым шагом для восстановленных головок цилиндров является первоначальный процесс демонтажа.Наши специалисты снимают все клапаны, направляющие, седла, пружины и чашки форсунок. Затем мы визуально осматриваем каждую деталь, а также проводим контроль качества и структурные испытания, чтобы увидеть, можно ли использовать какие-либо из этих деталей повторно. Например, с нашими клапанами мы проверяем весь клапан на предмет эрозионных ямок. Позже мы переточим до нужного угла, а затем переточим стебли.
Шаг 2: Первичная очистка и магнафлюкс
Вторым этапом восстановления головки блока цилиндров является первичная очистка и плавление магнитным потоком.Очистка восстановленных головок цилиндров — очень важный этап в процессе восстановления головок цилиндров. Часто бывшие в употреблении головки цилиндров поступают на наш завод с грязью, сажей, маслом и смазочными материалами, въевшимися в чугун. Чтобы правильно определить трещины и оценить структурную целостность, восстановленная головка блока цилиндров должна быть полностью чистой. На этом этапе мы также измеряем толщину поверхности в соответствии со спецификациями OEM. Например, OEM-спецификации для восстановленных головок цилиндров Caterpillar D334 следующие: Новая высота равна 3.400 дюймов, а минимальная высота — 3,3940 дюйма. Это дает нам толерантность к тому, где нам нужно будет шлифовать позже в процессе восстановленной головки блока цилиндров. Если высота восстановленных головок меньше минимальной высоты на момент их получения, мы заменяем всю головку блока цилиндров, поскольку она считается непригодной для восстановления головки блока цилиндров. Мы также проверяем зону коробления, сжатия и уплотнения водяного порта.
Шаг 3: Глубокая очистка всех восстановленных головок цилиндров Головки цилиндров дизельных двигателей
Третий этап процесса восстановления головки блока цилиндров — это глубокая очистка.После того, как мы удалим первоначальную грязь и сажу с наших восстановленных головок цилиндров, мы используем один из трех способов глубокой очистки. Отремонтированную головку блока цилиндров мы можем поместить в горячий резервуар, резервуар для пароочистки или промывочный резервуар. Резервуар горячего пара нагревает восстановленные головки цилиндров до температуры более 200 градусов по Фаренгейту и буквально сжигает любой компонент, который не является частью восстановленной головки блока цилиндров. По завершении глубокой очистки мы выбиваем все отверстия для болтов и ремонтируем их по мере необходимости. Мы твердо верим в необходимость тщательной очистки наших восстановленных головок цилиндров, потому что даже незначительное количество грязи может затруднить процесс шлифования или ремонта трещин.
Шаг 4: Испытание под давлением отремонтированных головок цилиндров
Четвертым этапом для наших восстановленных головок цилиндров является испытание блока под давлением на предмет дальнейшей структурной целостности. Помещаем восстановленные головки цилиндров в Newclear Pressure Regulator Machine на 20 минут. Newclear Pressure Regulator Machine будет подвергать модернизированную головку блока цилиндрам под давлением 60 фунтов на квадратный дюйм при температуре 200 градусов по Фаренгейту. Он протягивает воду через любые трещины. Наш менеджер по контролю качества проверит направляющую резьбу внутри и вокруг седел, а также между клапанами.После того, как восстановленная головка блока цилиндров снимается с установки Newclear Pressure Regulator Machine, мы проверяем восстановленную головку блока цилиндров на предмет дополнительного коробления и усадки, которые впоследствии будут устранены во время шлифования.
Шаг 5: Исследование восстановленных деталей головки цилиндров
Пятый шаг при изготовлении восстановленных головок цилиндров — определить, какие детали необходимо заменить. Затем мы проверяем количество и номера деталей. Мы либо используем наши собственные восстановленные детали, сертифицированные OEM, либо заменяем их новыми деталями от любого из наших поставщиков запчастей, если этого требует заказчик.Обычно мы заменяем изношенные седла, направляющие и клапаны для всех наших восстановленных головок цилиндров.
Шаг 6: Процесс управления запасами восстановленных головок цилиндров
Шестым шагом в процессе восстановления головки блока цилиндров является заполнение формы заявки на материалы для нашего отдела запчастей. Наша система управления запасами направляет нашу команду по восстановлению головки блока цилиндров для принятия оптимальных решений относительно того, какие детали использовать для процесса восстановления головки блока цилиндров.
Шаг 7: Покрытие деки восстановленных головок цилиндров
Седьмой этап восстановления головки блока цилиндров — это обработка поверхности восстановленной головки блока цилиндров по мере необходимости.Мы используем шлифовально-фрезерный станок Berco на всех наших модернизированных головках цилиндров. В измельчителе Berco используется резак для карбоната, который использует технику плоской резки. Мы полностью фрезеруем верхнюю часть наших восстановленных головок цилиндров, что называется «всплытием на поверхность». Мы выполняем как сварку металла, так и методы горячей сварки для устранения трещин в восстановленных головках. Металлическая строчка включает в себя просверливание ряда отверстий, полностью устраняющее трещину, продевание отверстий штифтами / заглушками и последующее покрытие выступающей поверхности восстановленных головок цилиндров.
Горячая сварка включает помещение всей восстановленной головки блока цилиндров в нашу горячую печь, нагрев чугуна до 1100 градусов по Фаренгейту и затем выполнение дуговой сварки, пока вся головка горячая. После дуговой сварки мы помещаем все наши восстановленные головки цилиндров в песочницу на 24-48 часов, чтобы сжатие металла происходило с той же скоростью в изолированной среде. Восстановленные головки цилиндров, восстановленные с использованием технологии горячей печи, должны охлаждаться в изолированной среде, чтобы различные металлы в отливке удерживали сварной шов.
Шаг 8: Установка трубок форсунок обратно в восстановленные головки цилиндров
Восьмой этап процесса восстановления головки блока цилиндров — установка трубок форсунок. Обычно мы заменяем наши инжекторные трубки в процессе восстановления головки блока цилиндров. Мы используем инжекторные трубки из латуни, меди или нержавеющей стали. Мы используем перфоратор, чтобы правильно вставить трубки инжектора в отверстия инжектора. Форсунки предназначены для герметизации каналов охлаждающей жидкости, а также камеры сгорания.Некоторые отремонтированные головки блока цилиндров имеют уплотнительные кольца, расположенные вокруг трубки инжектора, другие — нет. Тип используемой нами форсунки зависит от композитного металла головки блока цилиндров и требований OEM. Мы можем использовать инжекторные трубки OEM или Aftermarket в зависимости от предпочтений клиента.
Шаг 9. Повторное испытание восстановленных головок цилиндров под давлением
Девятый этап процесса восстановления головки блока цилиндров — это испытание восстановленных головок блока цилиндров под давлением во второй раз с использованием установки Newclear Pressure Regulator Machine.Важно повторно испытать под давлением все восстановленные головки блока цилиндров, чтобы убедиться, что горячая или холодная сварка сохранила свою целостность. Мы проверяем наличие утечек, используя как визуальный осмотр через увеличительное стекло, так и измерения уровня воды под головкой блока цилиндров. Прозрачная прижимная пластина обеспечивает вращение на 360 °, что позволяет регулировать центр тяжести восстановленных головок цилиндров. Система также включает в себя проточную систему нагревателя для проведения как холодных, так и горячих гидравлических испытаний восстановленных головок цилиндров.
Шаг 10: Подготовьте восстановленные головки цилиндров к сборке
Десятый этап восстановленных головок блока цилиндров — подготовка головки к сборке. После того, как наши восстановленные головки цилиндров будут покрыты поверхностью и испытаны под давлением, пора снова собрать головку цилиндров. Обводим руль всеми портами и поверхностями. Затем мы шлифуем притирочные клапаны и седла. После этого мы проверяем рецессию клапана. Проверка на предмет рецессии клапана имеет решающее значение. Клапаны должны быть промыты, когда поршень поднимается +.001 ”или -.001”. Наш отдел контроля качества проверяет и при необходимости немедленно устраняет проблемы с рецессией клапанов на всех отремонтированных головках цилиндров.
Шаг 11: Окончательная промывка всех восстановленных головок цилиндров
Одиннадцатый шаг в процессе восстановления головки блока цилиндров — это очистка паром или использование промывочного бака. В процессе паровой очистки наши восстановленные головки цилиндров подвергаются предварительной промывке в паровой бане. Паровая баня удаляет дополнительную грязь и растворители, которые могли накопиться в процессе шлифования.После того, как наши восстановленные головки цилиндров будут очищены, мы штампуем серийный номер на восстановленных головках цилиндров, а также оценочный номер и инициалы сотрудников.
Шаг 12: Покраска и упаковать все восстановленные головки цилиндров
Двенадцатый этап восстановления головок цилиндров — это сборка всего пакета. Мы снова собираем держатели сиденья, затем красим или наносим струйную очистку и упаковываем. Все наши восстановленные головки цилиндров окрашены в соответствии со спецификациями OEM с использованием промышленной краски.Краска, которую мы используем, помогает предотвратить ржавчину и достаточно прочна, чтобы противостоять изменениям окружающей среды.
Шаг 13: Меры по предотвращению образования ржавчины и подготовка восстановленных головок цилиндров для транспортировки
Тринадцатый и последний этап восстановления головок цилиндров — это снова нанести масло для предотвращения ржавчины и снова упаковать. Мы поставляем индивидуальные коробки для каждой восстановленной головки блока цилиндров, затем оборачиваем ее в пластик и помещаем всю восстановленную головку блока цилиндров в деревянный ящик для транспортировки.
Программа гарантии на 1 год
WebРЕМОНТОВЫЕ РАСПРЕДВАЛЫЕ ВАЛЫ, ПОДЪЕМНИКИ / ПОСЛЕДУЮЩИЕ УСТРОЙСТВА, ШАТУНЫ, КОЛЕНЧАТЫЕ ВАЛЫ, ГОЛОВКИ ЦИЛИНДРОВ, БЛОКИ ЦИЛИНДРОВ, ДВИГАТЕЛИ
Capital Reman Exchange, LLC гарантирует, что ее восстановленные продукты не имеют дефектов материалов или изготовления, и предоставляет гарантию, которая включает 12 месяцев неограниченного количества миль, из которых первые 6 месяцев будут включать детали и работу. Во вторые 6 месяцев будут включены запасные части или компоненты, новые или восстановленные в соответствии со спецификациями OEM.Ознакомьтесь со всем нашим гарантийным процессом здесь.
Свяжитесь с торговым представителем Capital Reman сегодня для получения дополнительной информации о головках цилиндров дизельного двигателя!
Позвоните в Capital Reman Exchange сегодня по телефону 1-844-239-8101, чтобы получить немедленное обслуживание продаж, или прочтите нашу страницу часто задаваемых вопросов, чтобы узнать больше.
.